小型的礼盒工厂以灵活的管理和低成本优势得到越来越多客户认同,但是急需要解决管理的规范问题。一些老板自己虽是行家里手,但是难以教会员工,因为缺少规范的文字资料。以下为根据网友资料整理一份规范资料,以解决,小型加工厂燃眉之急。
01
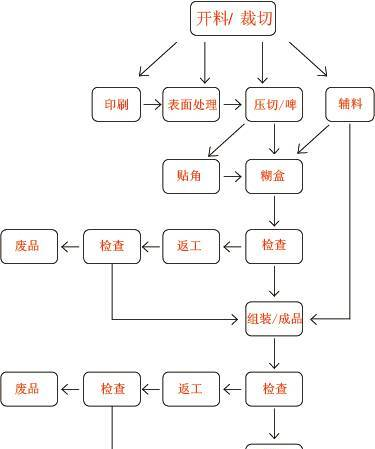
精品盒生产流程
02
精品盒手工生产人员分配
1 ,2人一组
一般手工制作礼品盒两人一组,一机两桌,8人4组。适合生产工序较为简单的礼品盒。第1个人过胶水、
定位;第2个人包、刮成品。
2 ,3人一组
如人手充足可3人一组,一机两桌,12人4组。适合生产工序较为多的礼品盒。一人完成一工序,提高生产效率。
第1个人过胶水、定位;第2个人包边;第3个人刮成品。
3 ,质检员(QC)
8组人按排1名质检员;质检员负责检查手工组制作好的成品礼盒,并作好相关记录(工作人数,工作时间,工作总数量,次品数量);最后把合格品整齐摆放在卡板上,供下一工序人员生产用。
03
各个生产流程工艺要点
主讲礼品盒成型制作工艺要点,不包含开料、印刷、表面处理流程
1 ,压切/啤
(1)人数:2人(机长、副手)
(2)生产流程:较版 → 试啤 → 上纸 → 啤货 → 清废 → 摆卡板 → 作记录
(3)流程细节:机长较版;副手协助机长上下模、准备较版所要工具,清洁机器周边拉圾; → 机长调好机
后试啤N张,查看有无不穿、暴线等问题 → 机长将试啤好的产品交由上级组长/主管/经理查看并签字
确认(新模具必须整套试啤并试包) → 副手上纸码好放于啤机右手台面 → 机长啤货,副手不定时抽
查产品和上纸,保持机长持继工作 → 副手清废并摆在卡板上,并贴上标识卡和数量 → 机长作记录
(工作人数,时间,数量)。
(4)工艺要求:啤有半穿灰板时,半穿深度应达到纸厚的2/3;折起来半刀线位不会起皱,便于贴角!啤磁
铁孔时,孔深与磁铁厚度相同,便于后面的挖孔工序,啤面纸压线要清析便于糊盒对位。
2 ,粘磁铁、铁片、其它辅料(无此工序跳过)
(1)人数:1人或2人
(2)生产流程:挖孔(无此工序跳过) → 平摊 → 点胶水 → 贴磁铁/铁片 → 收集 → 作记录
(3)流程细节:挖磁铁孔(用尖锥尖刀等工具插入孔隙与磁铁厚度相仿深度向另一边挑起,尽量做到挖一次
到位)→ 平摊(把产品整齐有序的平摊在桌面上,露出孔位)→ 点胶水(用尖嘴小口径胶水壶把胶水
点到产品孔位中。一般用粘性比较强的OPP胶水)→ 贴磁铁/铁片(胶水半干后把磁铁/铁片贴在孔位
中并用力按一下,确保粘牢;贴磁铁时注间确保方向一致)→ 收集(收集堆卡板或装箱)→ 作记录
(4)注意事项:挖孔不能太深或过浅会影响产品美观;点完胶水后要等胶水半干再贴磁铁/铁片;贴完后可
在第二张台面工作,当第二张台面贴完,然后收第一张台面的产品,防止磁铁/铁片未贴牢而脱落。
3 ,贴角成型
(1)人数:1人
(2)生产流程:折线 → 调机 → 贴盒 → 摆放
(3)流程细节:折线(将要贴角的内盒四条半刀线折一下,有利于加快贴盒速度。)→ 调机(调贴角机
贴角位置,胶纸长度,同时打开预热)→ 贴盒(预热后贴角,查看贴合牢度,转角间不要留间隙)
→ 摆放(X型叠层摆放贴好的盒子,按整10或整5数量为一栋堆放,利于计数。如20个一栋)。
(4)注意事项:贴好后试验一下胶纸贴盒的牢不牢,如不牢应增加温度或胶纸长度还有压制时间。贴盒
时注意盒角长边盖短边。贴好成型后应整10或整5数量叠层堆放,方便计数和搬运。
4、胶水机操作
1 ,胶水机
2 ,胶水机调节
04
天地盖盒糊盒工艺流程
1 ,备料:灰板盒、面纸
工具:刮板、碎布、酒精
胶水:按面纸表面处理选择合适的胶水
2, 制作工艺、工序
(1)开胶水机,把胶水调到厚薄适中(按盒子材质工艺调胶水厚薄)。
(2)将面纸要过胶的那面朝下,放入胶水机滚辊中,另一只手在出纸口接住上好胶的纸张,迅速把过有胶水的一面朝上放在工作台面上。
(3)把已贴角灰板盒对正面纸的四角或压线位贴上去;并压一下,避免移位。
(4)首先把带有“耳朵”的包边纸包好侧面好,再把盒口的包边纸包入里面好。包的时候注意有没有移位或
露灰板,没有胶水的位置要补胶水再包。
(5)用刮板把包到盒里面的面纸刮实,保证和灰板粘牢。
(6)用碎布在盒外抹一遍,把气泡抹平同时也把胶水渍抹干净。
(7)另一个底或盖盒重复上面步骤制作。
(8)成品
05
翻盖天地盒糊盒工艺流程
1 ,备料:成型灰板盒(底、盖),底、盖面纸,围咀双灰,围嘴面纸,内连面纸
工具:刮板、碎布、酒精
胶水:按面纸表面处理选择合适的胶水
2, 制作工艺、工序
(1)开胶水机,把胶水调到厚薄适中(按盒子材质工艺调胶水厚薄)。
(2)将底盒面纸过胶的那面朝下,放入胶水机滚辊中,另一只手在出纸口接住上好胶的纸张,迅速把过有胶水的一面朝上放在工作台面上。
(3)把已贴角底灰板盒对正面纸的四角或压线位贴上去;并压一下,避免移位。
(4)首先包底盒前面部位的面纸;再包两侧面纸;最后包盒后面部位面纸。包的时候注意有没有移位或露灰板,没有胶水的位置要补胶水再包。
(5)用刮板把包到盒里面的面纸刮实,保证和灰板粘牢。
(6)用碎布在盒外抹一遍,把气泡抹平同时也把胶水渍抹干净。
(7)盖盒做法基本相同,请重复上面做底盒步骤制作。
(8)盖盒包好前面和两侧面的面纸后 ;把先前糊好的底盒与盖盒上下对齐组装,并把盖盒的封尾纸与底盒背面贴紧。(盖盒制作好后应在封尾纸胶水未干时尽快组装贴好)
(9)打开盒子,将相底盖连的两面对压一下,保证封尾纸胶水贴牢。内连纸过胶水。贴于相连处;再分别向两边包平。
(10)包围嘴,围嘴面纸过胶,胶水面朝上放在工作台面上。
(11)把已贴角围嘴灰板的对接贴角面向下,把围嘴转角对准面纸两角和压线位贴下去;并压一下,避免移位。
(12)贴好后把有“纸耳朵”的一边向围嘴灰板方向按顺序包起;包好后再将另一边按同样方法包好。把围嘴翻过来放正;将转嘴口的面纸向里面包入。包好后里面用刮板刮实。
(13)组装;首先用胶壶在底盒内四面划上万能胶水(树脂胶),每面划两条胶水。待胶水半干后,然后把围嘴放入底盒内并压到底(放围嘴时注意围嘴的面纸接口放在后面 ,正面看盒子更美观)。
(14)最后用手将底盒与围嘴四周挤压一下;保证胶水粘牢。组装完成
06
书型盒糊盒工艺流程
1 ,备料:成型灰板内盒,内盒包边纸,内盒封边纸,皮壳双灰,皮壳面纸,皮壳内衬纸
工具:刮板、碎布、酒精
胶水:按面纸表面处理选择合适的胶水
2 , 制作工艺、工序
(1)按第六节第二小节方法,将灰板内盒贴上磁铁;将皮壳双面贴上铁片待用。
(2)开胶水机,把胶水调到厚薄适中(按盒子材质工艺调胶水厚薄)。
(3)将皮壳面纸要过胶水的那面朝下,放入胶水机滚辊中,另一只手在出纸口接住上好胶的纸张,迅速把过有胶水的一面朝上放在工作台面上。
(4)把皮壳双灰板按顺序对正皮壳面纸的压线位贴上去;并压一下,避免移位。
(5)接下来将皮壳面纸长的两边先包起来,并用刮板刮平,确保面纸与灰板贴牢。然后将四个角压平,再将短的两边包起来;再用刮板刮平
(6)接下来将内衬纸过胶水,贴在做好的皮壳上,位置如下图所示
(7)内盒制作;先将内盒包边纸过胶,过好胶把面纸胶水面朝上放于桌面上,然后把灰板内盒有磁铁的一面对准包边纸压线位贴下去(红线所示),定好位后,稍为用力压一下,防止走位。
(8)然后将内盒包边纸向内盒方向包起,另一边按同样的方法包起。
(9) 接下来把内盒底部的面纸包进去;包好后将盒子翻正。然后把内盒盒口的面纸包入盒内,包好后用刮板刮一下,确保粘牢。最后将内盒封边纸过胶贴于内盒露灰板的一边。
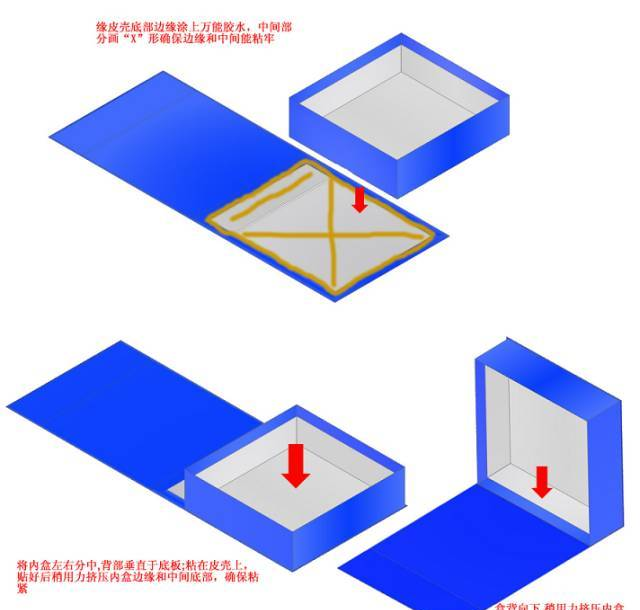
(10)组装;在皮壳底部和背部边涂上万能胶水(树脂胶水);中间空白处画个“X”字胶水,确保盒边缘、中间能粘牢。待胶水半干后,将内盒粘在皮壳上,贴好后稍用力挤压内盒边缘和中间底部,确保粘紧;然后将盒子背部平放于桌面,用同样的方法稍用力挤压内盒背部边缘和中间底部,确保粘紧。
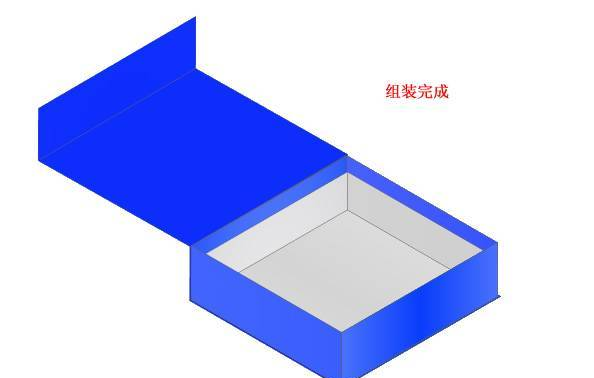
(11)组装完成。


1.《【技术】史上最全礼品盒制作工艺,非常实用!》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《【技术】史上最全礼品盒制作工艺,非常实用!》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/caijing/5287.html