01
注射成型
注射成型,又称注射成型,是工业设计师应该注意的重要成型方法之一。注射成型生产的塑料制品约占热塑性塑料制品总产量的20-30%,80%的工程塑料是用这种方法生产的。
注射成型的基本过程是将粉末或颗粒状塑料原料加入到注射成型设备中,在热量和机械剪切力的作用下塑化成熔体。然后,使用压制工具以较高的压力将其注射到模具的空腔中,并在冷却和固化后,将其从模具中取出,以形成与空腔形状相同的塑料产品。

▲挤压产品
03
冲压
压缩成型是在成型温度下将粉状、粒状或纤维状塑料放入模具腔中,然后关闭模具并加压使其成型和固化的操作。压缩成型可用于热固性塑料、热塑性塑料和橡胶材料。一般分为成型法和层压法。
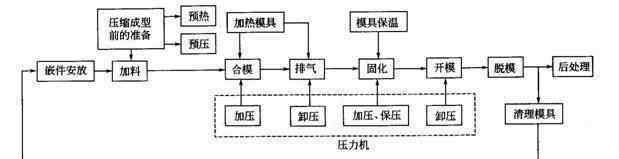
压塑又称塑料压塑,是将一定量的粉末、颗粒或纤维等塑料压塑材料在成型温度下放入金属对模,然后合膜压制成型产品的方法。
成型产品质地致密,尺寸准确,外观光滑,无浇口痕迹,但生产效率低。压缩成型是热固性塑料和增强塑料的主要方法,这种方法也可以用于一些热塑性塑料。
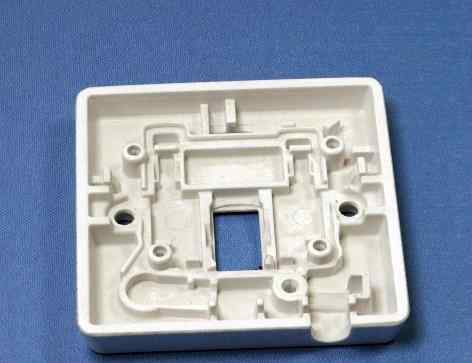
▲成型产品
层压成型是一种通过加热和压制将多层相同或不同的材料结合成一体的成型工艺。对于热固性塑料,层压是制造增强塑料和制品的重要方法。层压产品还具有质地致密、表面光滑、生产效率高的特点。
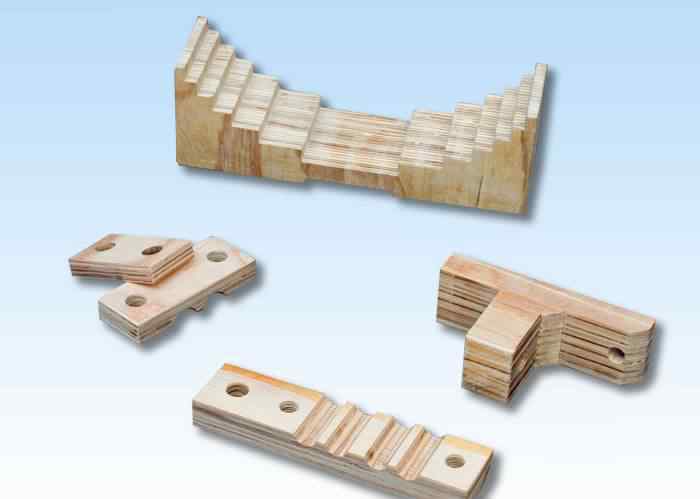
▲层压产品
一般来说,模压成型工艺的优点是产品尺寸范围广,可以制作更大的平面产品;产品质地致密,表面光滑,无浇口痕迹;产品收缩率小,变形小,材料损耗小,性能均匀。
但是结构和外观复杂的塑料制品是无法成型的。成型周期也长,生产效率低;模具成本高,产品尺寸受设备限制,一般只适合大批量制造中小型产品。
04
吹塑
吹塑主要通过挤出、注射等方法生产管状型坯,然后将管状型坯以高弹性形状放入开放的模腔中,关闭模具并引入压缩空气体,使材料向模壁膨胀,从而获得符合模腔形状和表面特征的塑料制品。常见的吹塑工艺包括挤出吹塑、注射吹塑、拉伸吹塑和吹塑薄膜法。
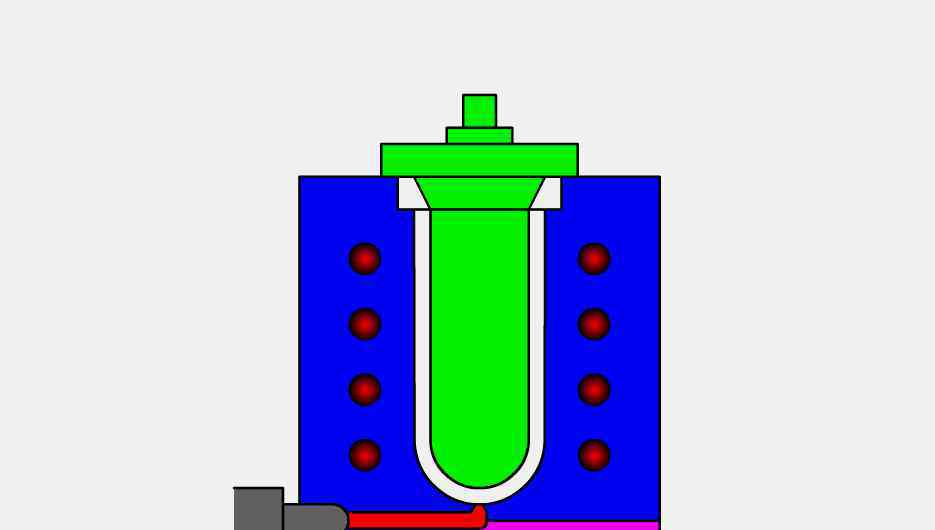
▲吹塑工艺
挤出吹塑是用挤出的方法将塑料制成有底型坯,然后将型坯移入吹塑模具中吹塑成中空产品,过程分为连续和间歇两种。连续挤压吹塑多用于快速生产小产品,如瓶子;批量挤出吹塑通常用于生产大型产品。

▲挤出吹塑制品
注射吹塑和挤出吹塑的区别在于制造型坯的方法不同。该方法具有壁厚均匀、复位公差小、后处理少、废边少的优点。但吹大零件时,模具成本高。所以适合大批量生产小细产品。

▲注塑吹塑制品
拉伸吹塑是一种双轴取向拉伸的吹塑方法,先将型坯纵向拉伸,然后用压缩空气体充气,实现横向拉伸。拉伸吹塑可以大大提高产品的透明度、冲击强度、表面硬度和刚性。

▲拉伸吹塑制品
吹塑薄膜法是一种形成热塑性薄膜的方法。首先通过挤压的方法将塑料挤压成管,然后通过向管内吹入空气体使其连续膨胀成一定尺寸的管状薄膜。吹塑薄膜法可用于制造聚乙烯、聚氯乙烯、聚酰胺等薄膜。
05
旋转铸塑
滚塑也称为滚塑。滚塑是将粉状或糊状的塑料放入模具中,然后加热模具,使其沿着两个相互垂直的轴连续旋转。模具中的树脂在重力和热量的作用下,逐渐均匀地涂覆熔化并粘附在模具的内表面,从而形成所需的形状。然后将模具冷却脱模,得到产品。
滚塑多用于生产各种形状的中空塑料制品,特别是大中型或超大型制品,如大型容器、油罐、废物箱、船等。
模具简单,成本低,但生产效率低,只适合小批量生产。
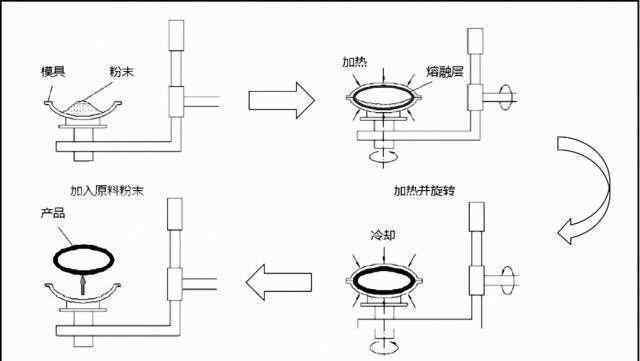
▲滚塑工艺


▲滚塑产品
06
塑料成型
塑料成型,也叫true 空成型,是热塑性塑料热成型的方法之一。也就是说,将片状或板状材料夹在真空成型机的机架上,加热软化,然后通过模具边缘的空空气通道,用真空吸附在模具上,然后短时间冷却,得到成型塑料产品。
这种方法使用的设备比较简单,模具不需要承压。它可以由金属、木材或石膏制成,成型速度快,操作方便。


▲塑料成型工艺



▲塑料成型制品
当然,塑料的成型方式远不止以上。科学家们也在不断研究新的塑料和加工方法。让我们一起期待吧!
-结束-
作家熊伟
———
1.《塑料的加工成型 连塑料的6种加工方法都不知道,还叫什么工业设计师?》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《塑料的加工成型 连塑料的6种加工方法都不知道,还叫什么工业设计师?》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/fangchan/872982.html





