正常管道外观
1.外观光滑、平整、对称。
2.外观颜色一致。

粗糙的产品表面
①调节工艺温度,一般是温度低引起的;
提高冷却水温度,或提高生产速度
③检查水路是否堵塞或水压不均匀,导致水点粗糙或水压过大,冷却速度过快。
检查机筒、机头等加热环是否损坏,导致加工温度不足,外表面粗糙
⑤调节定径套管的入口流量与⑤相同

⑥咨询原料供应商,该批次的原料参数
⑦检查模具的型芯温度。如果高于模具部分的温度,升高或降低型芯温度
⑧清理模具
⑨调整定径套与模具的距离
⑩调整配方一般是低熔指数和高熔指数材料配比不佳造成的

2.凹槽出现在外表面
调节定型套的水压,出水量需要平衡,容易造成开沟
②在true 空设置框中调整喷嘴角度,使管道均匀冷却
检查是否有杂物、毛刺等。在诸如模具、定径套筒和切割机等硬件中
⑨更换原料时会形成条痕状的犁沟,需要拉一段时间才能好起来。改变原料类型时,需要用200KG左右的低熔融指数的纯料洗机筒。
清洁桶中的其他材料,并用配方材料生产

3.内表面出现凹槽标记:
检查内管是否充满水,如果充满水,捏住刚从模具中出来的管坯,使其内腔密封。对于直径较大的管道,在开动机器之前,必须停机并尽可能排水,或者在连接时用材料筑坝,以防止水倒入新连接的管道中。
注:水引起的沟槽
降低模具内部温度
清洁并修理抛光模具,如模具有刺或积焦
停机时间过长导致芯模局部温度过低或结垢
粗糙的内壁:
α.检查芯模温度是低还是高
β.检查模具间隙是否过大→模具需要更换
C.检查原材料是否潮湿→需要干燥。
D.如果停机时间过长,需要清模一段时间,等温度上升就好了


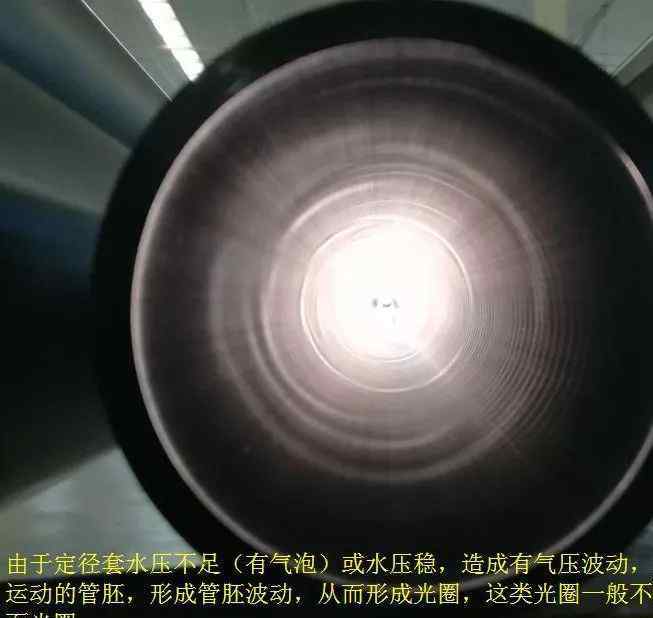
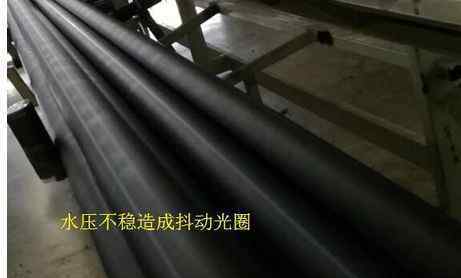
4.抖动环出现在管道内部
调节定径套的出水,使其均匀
②调整第二腔的真空度,使后腔的真空度略高于前腔的真空度
③检查真空垫片是否过紧
检查拖拉机是否有抖动。管道中有抖动环
⑤检查主机放电是否均匀
⑥检查真空箱或主机是否晃动。如果主机的模头在晃动,增加一个模具支架来固定模具。如果真空箱在晃动,则更换晃动较大的真空泵或水泵,或调整四肢受力脚的支撑点,使受力均匀。
⑦调整切割机的移动气压,减少切割时对管道速度的影响。
⑧能降低熔体温度和外观的影响
⑨拉开定径套与模具之间的距离,减少设备振动对管坯的影响

5.没有真相空:
①检查泵的进水口是否无水或堵塞。如果堵塞,用针清除,或拆下水管接头清洗。
②检查真空泵是否正常工作并反转。
③检查真空管道是否泄漏
④检查压芯螺钉中间的小孔是否堵塞。如果堵塞,用铁丝清理
⑤检查真空箱的盖子和密封圈是否泄漏。


管外圆尺寸的超差:
①调整真空度,改变外圆尺寸
②调整管速可以改变外圆的大小
③校正定径套的内孔尺寸
备注:一般来说,将管道的真空控制在0.3-0.4之间对产品质量影响最小。厚壁管速度较慢,外径较小,水温较高,温度较低。
7.管子不圆:
调整真空定型机,在箱体内喷射喷嘴角度,使管道冷而均匀
②检查真空定型机,喷淋箱内的水位,水压表的压力,使喷淋量大而有力,最好雾状。
③检查喷淋箱的水温。如果高于35℃,需要配置冷冻水系统来降低水温。
④调整导管夹紧装置,以校正管道的椭圆度
⑤检查支撑轮是否在同一水平,是否符合产品规格要求,或将实空箱支撑轮修改为半圆形支撑板。

⑥调整流程
⑦检查并校正定径套内孔的圆度
⑧加长真空框长度
⑨检查水路,清洗过滤器



8.管壁厚度不均匀:
调整模具上的壁厚,调整模具间隙周围的尺寸,一路绕小直径,一路绕大直径。
②调整真空定型机和喷淋箱中喷嘴的角度,使管道均匀冷却
③调节定型套的出水,使出水均匀
④拆卸模具,检查模具内的螺丝是否松动,并重新拧紧
⑤壁厚拉伸比可针对大直径进行调整,以减少熔锤对管壁厚的影响

⑥调整模具周围的温度,改变熔体的流速,从而改变壁厚
⑦调整定径套与模具芯模的同心度


⑨真漏空,真漏空表面必须薄,检查真漏空的原因

⑩检查楼下入口温度是否稳定,进出水是否充足

9.塑化温度太高:
①调整流程
调节模芯的加热温度,对模具内部进行通风冷却
③螺杆与机筒间隙过大,导致原料逆流反复剪切燃烧,更换机筒螺杆。
④螺杆与机筒间隙过小,剪切速率过高,导致剪切热过高,熔体温度无法下降。
δ间隙大,生产效率低,剪切作用小,不利于物料的导热、熔融和混合,δ间隙小,剪切作用大,容易引起物料的热力学降解
小直径螺钉δ = 0.005ds
大直径螺钉δ = 0.002 ds
δ= 0.1 ~ 0.65毫米
10.切割米长度不准确:
检查轨距轮是否被压缩。
②检查测长轮是否摆动,拧紧测长轮架的固定螺栓
③检查切割机行程开关是否损坏
④检查旋转编码器是否损坏
⑤旋转编码器连接是否脱焊
⑥每台单机外壳应引出一个总接地点,以便可靠接地,接地点应设有符合电气接地要求的接地桩。每个单机外壳串联后不允许接地,否则会引入干扰脉冲,导致切割长度不准确。

11.标牌的共挤:
①共挤标签扩散:一般是用户使用的共挤材料选择不当造成的。应使用聚乙烯等特殊材料或与管道同级的原材料,必要时可降低挤压段的温度。
②共挤logo不能挤出:如果开机2小时后没有共挤logo,通常是由于共挤机的螺杆后退,螺杆被拆下重新拧紧,或者螺杆坏了需要更换。
③共挤标签过薄或过宽:一般是由于共挤机的挤出量与管材的牵引速度不匹配造成的,因此应调整共挤机变频器的频率或改变牵引速度,使两种速度相匹配;其次,共挤压机下料段的冷却水套没有冷却水供应;第三,调整原料熔化指数以匹配管道。
④共挤机的标识条有时会缺失:一般是由于共挤机下料口处的共挤机下料不均匀,因此应检查下料口冷却夹套的通水情况,选择合适的共挤机粒度
⑤大口径管道刚启动时没有彩色标签或彩色标签被挤入墙内:管道停运缓压保持时,应降低彩色标签机速度,彩色标签机刚启动时应低速挤出,启停应与主机同步。不要提前挤,也不要以正常启动的速度挤出,也不要高速挤出。

⑥4个PE彩标厚薄不均:一般是共挤环孔内杂质堵塞造成的,停机清洗共挤环即可解决。再者,共挤环孔的尺寸不均匀,需要拆开共挤环进行均匀抛光。
12.外表面泄漏空
①检查模具和定径套是否同心。
②检查定径套是否泄漏或缺水,并用硅酮密封胶密封泄漏间隙。
检查模具是否符合管材要求。


泄漏空管道

13.外观麻木
表面有三种坑。
水点:由水压过大或过小引起。
杂质点:原料中含有杂质,这些杂质原本是在混合过程或原料中含有的。
结晶点:原料塑化差。更换配方或更换塑化效果好的螺杆和机筒。



14.管道与定径夹套水的关系



管道与定径夹套水的关系

1.《pe管道生产 (图文并茂)PE管材生产过程中出现的问题及处理》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《pe管道生产 (图文并茂)PE管材生产过程中出现的问题及处理》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guoji/1794817.html