核心提示:
现代吹塑技术源于上世纪三十年代,经过多年的发展,已发展成为继注塑和挤出之外的第三大塑料加工方法,吹塑技术与注塑相比较,设备造价低,可成型复杂的中空制品,广泛应用于包装,软料业及玩具、汽业制造等行业,这里先对较常用的吹塑技术做以概述。
1、注塑拉伸吹塑
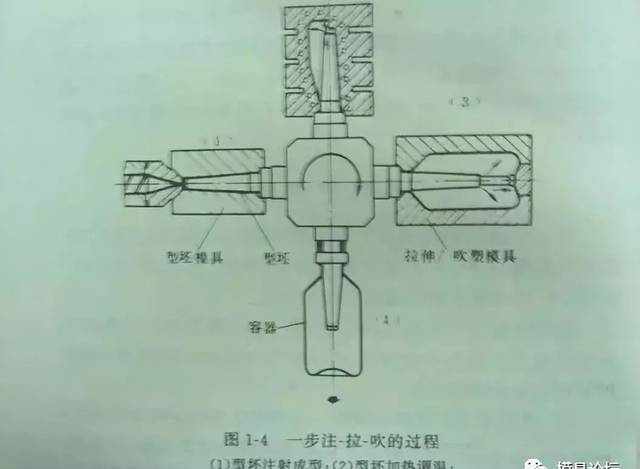
注塑拉伸吹塑技术目前应用比注吹更为广泛,这种吹塑方法实际也是注射吹塑,只不过增加了轴向拉伸,便吹塑更加容易及能耗降低。注拉吹可以加工制品的体积比注吹要大一些,吹制的容器体积在0.2~20L,其工作过程如下:
① 先注塑型坯,原理同普通注塑。
② 再将型坯转至加热调温工序,使型坯变软。
③ 转至拉—吹工位,合模。型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却。
④ 转至脱模工位取件。
注—拉—吹加工过程示意图:

另外,挤出拉伸吹塑也很常用,甚至比注拉吹应用更广泛,与注拉吹不同的是,其成型型坯是用挤出的方法成型的,有余料及飞边,没有注拉吹精度高。
无论是注射吹塑或注拉吹,挤拉吹塑,其都分为一次成型及两次成型法工艺,一次成型法自动化程度高,型坯的夹持及转位系统要求精度高,设备造价高。一般大多厂家都使用两次成型法,即通过注塑或挤出先成型型坯,再将型坯放入另一台机械(注吹机或注拉吹机)吹出成品,生产效率较高。
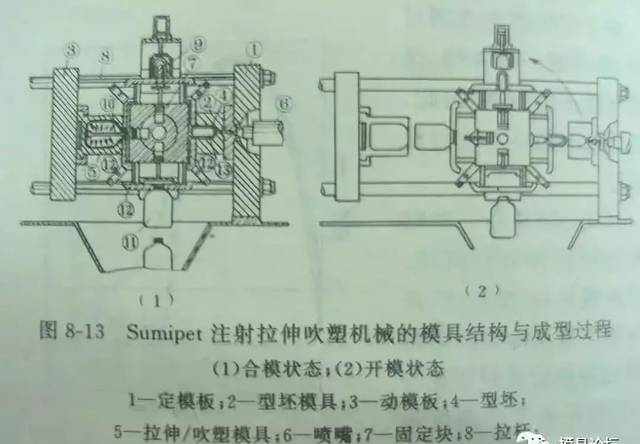
注拉吹原理示意图及注拉吹机械结构示意图:
注拉吹机械结构示意图:
2、挤出吹塑
挤出吹塑是吹塑成型中应用最多的一种吹塑料方法,其可以加工的范围很广,从小型制品到大型容器及汽车配件,航天化工制品等,加工过程如下:
①先将胶料熔融,混炼,熔体进入机头成为管况型坯。
②型坯达到预定长度后,吹塑模具闭合,将型坯夹在两半模具之间。
③吹气,将空气吹入型坯内,将型坯吹胀,便之贴紧模具型腔成型。
④冷却制品。
⑤开模,取走已冷硬的制品。
挤出吹塑加工过程图示如下:

挤出吹塑原理示意图:

3、注射吹塑:
注塑吹塑是综合了注射成型与吹塑特性的成型方法,目前主要应用于吹制精度要求较高的饮料瓶及药瓶及一些小型的结构零件等。
① 在注塑工位,先注塑出型胚,加工方法同普通注塑。
② 注塑模开模后,芯棒连同型坯移动到吹塑工位。
③ 芯棒把型坯置于吹塑模之间,合模。接着,压缩空气通过芯棒中间吹入型坯内,吹胀使之贴紧模壁,并使之冷却。
④ 开模,芯棒转至脱模工位,将吹塑件取出之后,芯棒再转入注射工位循环。
注吹机的工作过程:

注塑吹塑有以下优缺点:
优点:制品强度相对较高,精度高。容器上不形成接合缝,不需修整,吹塑件透明度及表面光洁度较好,其主要运用于硬质塑料的容器与广口容器。
缺点:机器的设备造价很高,能耗大,一般只成型容积比较小的容器(500ml以下),不能成型形状复杂的容器,难以成型椭圆形制品。
注射吹塑原理示意图:


吹塑产品设计
1.设计概论:吹塑制品广泛应用于各行业,尤其是饮料及药品包装业得到大量的应用,玩具业应用亦很广泛,如吹制婴儿奶瓶,中空浮水件,圣诞节灯罩,玩具游艇,儿童学行车配件及一些大型玩具,如滑梯轨道、基座等。
随着产品要求的不同,产品设计的重点亦不同,对玩具类产品吹塑制品更偏重对安全性及物理测试(拉、扭、掷及应力开裂的考量),而对容器类制品,则更注重及耐压、耐腐蚀及有良好的阻透性的要求。
一般地,吹塑制品的拐角,棱角处都要做成R过渡,如圆形容器,其边角的最小R为容器直径的1/10。制件的R过渡可使制品壁厚均匀。尖角处的吹胀比比较大容易造成壁厚不均匀,另,锐角处也容易产生压力开裂。
另外,随着制品要求不同,亦可增加一些抗压、拉、扭方面的结构设计,如要使制品增加纵向抗压力,可沿受力方向设计一些加强筋,如要改善制品的抗瘪陷性能,也可将表面设计成利于受力的弧状结构并辅以加强筋,瓶类制品肩部要斜一些,不能太平直。一般瓶底做成内凹形状增加强度及放置稳定性。例如,我们通常见到的盛装食用油的瓶子,表面常常有一些凹凸的形状,除可增加瓶体强度外,也有利于贴商标等。
2.吹塑材料简介:
吹塑技术之所以发展及应用如此广泛,与吹塑材料的发展是相辅相承的,吹塑材料已由最初的LDPE、PET、PP及PVC制品逐渐发展可以吹塑工程塑料、橡胶、以及一些复合材料。
① 各种吹塑料方面对胶料的特殊要求:
A. 对挤出吹塑,由于吹塑是在粘流态下进行的,所以为减少型坯垂伸,优化壁厚分布,通常用分子量较大的塑料。
B. 对注射吹塑,吹塑是在高弹态下进行,为减少注塑型坯能耗,使用一些易于流动的塑料(分子量较小的塑料)。
C. 对注射拉伸吹塑,一般使用非结晶塑料,因非结晶塑料分子间缠结力较小,更易于拉伸。虽然PET也结晶,但其仍是最主要的拉伸吹塑材料,其结晶速度相当慢。
总之,吹塑级塑胶绝大部分都具有中等至较高的分子量分布。
② 吹塑材料简介:
A. 聚烯烃类:如HDPE、LLDPE、LDPE、PP、EVA一般用于吹塑工业用制品,容器及玩具配件,化学药品的贮存容器等。
B. 热塑性聚脂:PETG、PETP主要用于吹制碳酸饮料包装瓶、酒瓶等已逐步取代PVC而被广泛应用,缺点是其成本较高,主要用于注拉吹塑。
C. 工程塑料:ABS、SAN、PS、PA、POM、PMMA、PPO等已被逐渐应用在汽车、医药、家电、化工等行业,尤其是PC及其共混塑胶,可吹制高档的容器及汽车用品(PC/ABS等)。
D. 热塑性弹性体的吹塑:通常有SBS、SEBS、TPU、TPE等吹塑做胶料。而热固性塑料及硫化橡胶及交联PE是不能进行吹塑加工的。
E. 挤出吹塑应用最广泛,可成型从小到体积强在原容器,几乎所有吹塑级的原料都可用挤吹工艺加工。
注射吹塑常用材料有PE、PET、PVC、PP、PC及POM,主要用于成型精度要求较高,体积较小的容器及结构件。
注射拉伸吹塑常用的材料是PETP、PVC、PP、PAN,尤以PETP最常用,而PC、PS、PA也可用于此工艺。
F. 几乎所有的吹塑级工程塑料都有
吸湿性,加工前需预先干燥,特别是PET、PC、PA,烘料对制品外观品质影响很大,要在密闭的干燥器中烘料。
吹塑模具及主要辅件设计要点:
吹塑模具结构图:

模具通常只有型腔部分,没有凸模,模具表面一般不需做硬化处理。型腔所承受的吹胀压力较注塑要小很多,一般为0.2~1.0MPG。模具造价较低。
1.模具材料:通常使用铝合金制造,而对于有腐蚀性的胶料如:PVC和POM,也使用铍铜或铜基合金。
对于寿命要求较高的模具,如吹塑工程塑料ABS、PC、POM、PS、PMMA等需用不锈钢来制做模具。
2.模具设计要点:
① 分型面一般要放置在对称面上,减小吹胀比,如椭圆形制品,分模面在长轴上,距形制品,则通过中线。
② 型腔表面应稍微有点粗糙,特别对PE料,幼砂表面有利于排气。
而对于工程塑料(ABS、PS、POM、PMMA、NYLON等)的吹塑,其模具型腔一般不能喷砂可在模腔分模面处做排气槽,或在型腔上做排气孔,一般型腔上的排气孔直径为φ0.1~φ0.3,长度为0.5~1.5mm。对大型制品,排气针则使用较广泛(即钻较大的孔,在孔内镶针,靠排气针与孔之间间隙排气)
③ 型腔尺寸:
型腔尺寸的设计要考虑塑料的收缩率。
④切断刃口和尾料槽是挤出吹塑模具上的典型特征,一般地,对吹塑工程塑料及较硬质的塑料,切断刃口处要用耐磨性好的材料,如铍铜,不锈钢等来制造。
而对于LDPE、EVA等软质塑制制品,一般铝合金则可以了,切断刃口要选择合理的尺寸,过小会降低接缝处强度,过大则无法切断及分模面处夹口大,而在切断刃口下方开尾料槽,尾料槽处设计成夹角,切断时可将少量熔体挤入接合缝,从而提高接合缝处强度。
⑤ 带螺纹的瓶类制品,切断瓶口的余料靠模颈圈与剪切块来实现,进气针同时也决定瓶口内径的尺寸。
⑥ 注射吹塑模具的设计不同于挤出吹塑,主要区别是,注吹模不需切断刃及尾料槽,注吹件的型坯设计非常重要,其直接关系到成品品质。
⑦ 注吹模具——型坯设计原则
a.长径长≤10/1
b.吹胀比3/1~4/1(制品尺寸与型坯尺寸的比值)
c.壁厚2~5.0mm
d.按制品的形状,在吹胀比大的地方,壁厚要厚,而在吹胀比小的地方,壁厚要薄一些。
e.对椭圆比大于2/1的椭圆形容器,芯棒需设计成椭圆形,对小于2/1有椭圆制品,圆形芯棒就可以成型椭圆容器。
⑧ 注吹模具主要介绍其芯棒及模颈圈两个主要结构
芯棒也是型坯的凸模,它也带动注射型坯从一个工位转至另一个工位,芯棒用碳素工具钢加硬制成,其表面要沿脱方向抛光,要求更高的则要镀硬铬,芯棒中间有吹气孔及调温系统等结构。
颈圈的作用是固定芯棒包住并保护注塑成型的螺纹部分,以避免其变形,而模腔体则是制品形状及尺寸的成型结构,其材料选择前面已简述。
⑨挤出型坯机头的类型
有三种形式:如图,平直式、发散式及收敛式。一般常用发散式和收敛式。收敛式用于较小的制件,而发散式用于较大的制件,收敛式及发散式结构可以通过轴向调节芯棒来调节型坯壁厚。
吹塑型坯机头的结构图:

型坯口模与芯棒尺寸的计算公式如下:
a. 机头口模直径:Dd≈0.5Dn (Dn为瓶颈部或最小直径)
b. 机头芯棒直径:Dm= (Db:瓶体直径,b:瓶径Db处的瓶子壁厚)
c. 按质量计算芯棒尺寸:Dm=
(W:质量,L:制品长度,P:塑料密度)
以上公式是基于LDPE料及吹瓶,其它挤吹件的型坯口模及芯棒设计也可参考,一般地,工程塑料(ABS/PS/POM/PMMA/PA等),所用机头的模口间隙要比通用塑料大一些。
通常机头流道要设计成流线型,表面抛光或镀铬。一般把芯棒做成分体式,便于快速更换,以改变模口直径。
常用吹塑胶制膨胀率数据:

⑨ 吹气杆设计:
吹气杆的结构根据模具结构及制品要求而定,一般进气杆孔径的选取范围是:
L<1 :孔径φ1.5 ; 4>L>1 :孔径φ6.5 ;200>L>4 :孔径φ12.5
(L:为容积,单位为升).
Proe培训之吹塑吹气气压:

吹塑工艺控制要点及缺陷排除:
① 对于挤出吹塑,要留意控制型坯的垂伸现象及皱缺陷。如垂伸太长,则壁厚会减小且切除的余料也增多,如垂伸不够,型坯太短,则无法吹胀。
而皱折现象则是型坯下降到一定长度时,由于型坯上部容体不能承受型坯自重而产生圆周应力而发生,一般地,熔体强度较高,型坯直径膨胀小,挤出速率高及模口间隙大一些均有助于改善皱折。
② 另一问题是型坯下降时,壁厚不均,通常在机头口模上装有六方螺母,可以用来调节芯棒与口模的间隙。
③ 要获得良好的制件表质量,一定要注意排气,如PE料在模表面喷砂,喷砂粒度小于180#,而硬质塑料的吹塑模做排气孔,排气针及排气槽等,另外,提高吹胀压力对改善制品外观亦有帮助。
各种吹塑工艺的缺陷排除见附表:
挤吹的缺陷及排除方法:

来源:塑料大王
阅读本文用了:分
❀感谢您关注“昆山国际模具城” ❀转载、分享更给力!
1.《吹塑工艺知识解读,看这一篇就够了!》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《吹塑工艺知识解读,看这一篇就够了!》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guoji/24829.html