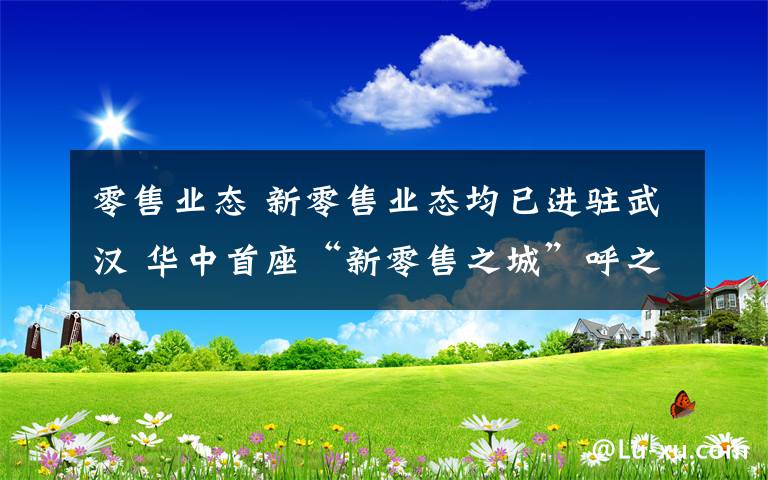
例8。G72端面粗车复合循环,如下图所示
要求循环起点为A,切削深度为1.2 mm,退刀量为1mm,X方向精加工
余量为0.2毫米,z方向精加工余量为0.5毫米,其中点划线部分为工件毛坯

FUNAC数控车编程如下:
O9008
N10 T0101
N20 G54 G00 X100 Z80
N30 M03 S400
N40 X80 Z1
N45 G72W1.2R1
N50 G72 P80 Q170 U0.2 W0.5 F0.3
N60 G00 X100 Z80
N70 G42 X80 Z1
N80 G00 Z-56
N90 G01 X54 Z-40 F80
N100 Z-30
N110 G02 U-8 W4 R4
N120 G01 X30
N130 Z-15
N140 U-16
N150 G03 U-4 W2 R2
N160 G01 Z-2
N170 U-6 W3
N175 G70 P80 Q170
N180 G00 X50
N190 G40 X100 Z80
N200 M30
-
华中数控车床编程如下:
%9008
N1 T0101
N2 G54 G00 X100 Z80
N3 M03 S400
N4 X80 Z1
N5 G72W1.2R1P8Q17X0.2Z0.5F100
N6 G00 X100 Z80
N7 G42 X80 Z1
N8 G00 Z-56
N9 G01 X54 Z-40 F80
N10 Z-30
N11 G02 U-8 W4 R4
N12 G01 X30
N13 Z-15
N14 U-16
N15 G03 U-4 W2 R2
N16 G01 Z-2
N17 U-6 W3
N18 G00 X50
N19 G40 X100 Z80
N20 M30
=================
例9。G73仿形切削复合循环,如下图所示
将切割起点设定在a;x、z方向粗加工余量分别为3mm和0.9mm分别;
粗加工次数为3;x和z方向的精加工余量分别为0.6毫米和0.1毫米。其中点划线部分是工件毛坯
安装仿形工件
请安装复印工件。每个点的坐标如下

或者导入复制工件:安装目录 workp lath 9009.wrk。

FUNAC数控车编程如下:
O9009
N10 G54 G00 X80 Z80
N20 M03 S400
N30 G00 X60 Z5
N35 G73 U3 W0.9 R3
N40 G73 P50 Q130 U0.6 W0.1 F0.2
N50 G00 X0 Z3
N60 G01 U10 Z-2 F80
N70 Z-20
N80 G02 U10 W-5 R5
N90 G01 Z-35
N100 G03 U14 W-7 R7
N110 G01 Z-52
N120 U10 W-10
N130 U10
N135 G70 P50 Q130
N140 G00 X80 Z80
N150 M30
-
华中数控车床编程如下:
%9009
N1 G54 G00 X80 Z80
N2 M03 S400
N3 G00 X60 Z5
N4 G73 U3 W0.9 R3 P5 Q13 X0.6 Z0.1 F120
N5 G00 X0 Z3
N6 G01 U10 Z-2 F80
N7 Z-20
N8 G02 U10 W-5 R5
N9 G01 Z-35
N10 G03 U14 W-7 R7
N11 G01 Z-52
N12 U10 W-10
N13 U10
N14 G00 X80 Z80
N15 M30
===============
例10。G76螺纹切削复合循环,如下图所示
加工螺纹为ZM60×2,工件尺寸如图3.3.38所示,其中括号内的尺寸是按标准得到的。

FUNAC数控车编程如下:
O9010
N10 T0101
N20 G54 G00 X100 Z100
N30 M03 S400
N40 G00 X90 Z4
N50 G90 X61.125 Z-30 I-0.94 F0.2
N60 G00 X100 Z100 M05
N70 T0202
N80 M03 S300
N90 G00 X90 Z4
N95 G76 P020000 Q0.1 R0.1
n100 G76 x 58.15 Z-24 R-0.94 p 1.299 q 0.9 f 1.5
N110 G00 X100 Z100
N120 M05
N130 M30
-
华中数控车床编程如下:
%9010
N1 T0101
N2 G54 G00 X100 Z100
N3 M03 S400
N4 G00 X90 Z4
N5 G80 X61.125 Z-30 I-0.94 F80
N6 G00 X100 Z100 M05
N7 T0202
N8 M03 S300
N9 G00 X90 Z4
n10 g76 c2r-3e 1.3 a 60 x 58.15 z-24I-0.94k 1.299 u 0.1v 0.1 q 0.9 f 2
N11 G00 X100 Z100
N12 M05
N13 M30
1.《数控编程实例 数控车床手工编程实例讲解,就是这么简单!》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《数控编程实例 数控车床手工编程实例讲解,就是这么简单!》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guonei/1532579.html