MIG焊接时,操作者右手握焊枪,从右向左施焊,焊枪的喷嘴与焊接方向成钝角,称为左焊法。

从左到右焊接,焊枪喷嘴与焊接方向形成一个锐角,称为右焊法。
如果操作者左手握着焊枪,焊接方向正好相反。图1是左侧焊接方法和右侧焊接方法的示意图。
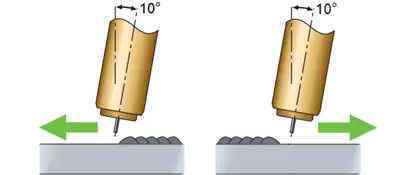
图1左焊法和右焊法示意图
焊枪轴线与焊件表面形成的角度为工作角度;
在焊枪轴线和焊接方向所在的平面上,焊枪轴线与垂直于焊接方向的直线形成的角度为行走角度。

图2为角焊缝的工作角和行走角,图2为对接焊缝的工作角和行走角。
通常角焊缝的工作角度为45°,对接焊缝的工作角度为90°。根据焊接方向的不同,行走角度可分为前倾角和后倾角。右焊叫前角,左焊叫前角。

图2工作角度和行走角度示意图
2对焊缝成形的影响
当焊接方向和角度不同时,电弧和焊件的作用方式也不同。右焊时大部分电弧直接作用在焊件上,左焊时大部分电弧作用在液态熔池上。因此,在相同的焊接电流、电弧电压和焊接速度下,获得的焊缝宽度和熔深是不同的。图3是焊接方向和角度及其对焊缝成形影响的示意图。
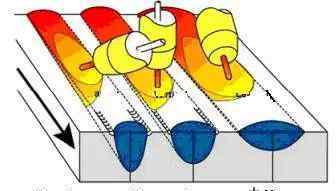
对接焊缝的焊接方向和行走角度对焊缝成形的影响示意图

角焊缝的焊接方向和行走角度对焊缝成形的影响示意图
图3焊接方向和角度示意图及其对焊缝成形的影响
除了对焊缝成形的影响外,焊接方向和行走角度对焊工的熔池观察效果、飞溅大小和气体保护效果也有一定的影响。

向左焊接时,操作者的视线从45° ~ 70°的焊接电弧侧观察焊接电弧和熔池,容易观察到焊丝凸出端的熔化情况和熔池的变化。
当焊接方向正确时,焊枪挡住了操作者的视线,难以操作。图4是左侧焊接中操作员视角的示意图。
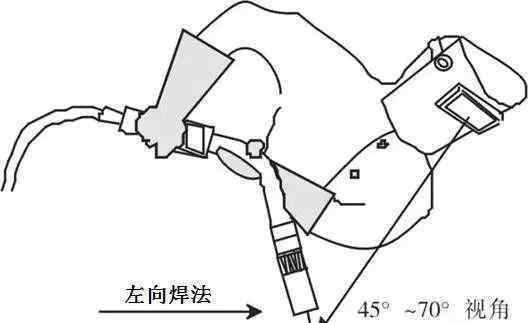
图4操作员对左侧焊接的看法
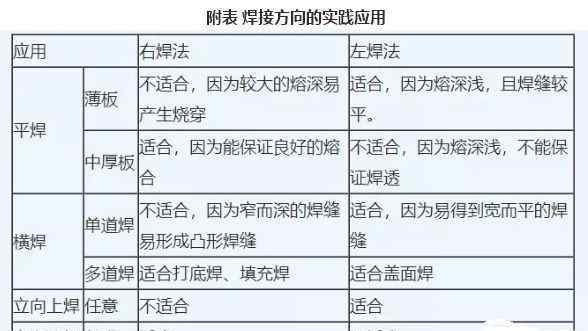
3焊接方向和角度的应用
由于焊接方向和角度对焊缝成形、飞溅大小和气体保护效果有重要影响,在实际焊接生产中,根据不同的技术要求和实际情况,左右手焊接有不同的应用场合,典型焊接方向的实际应用见附表。
左焊法具有熔深、焊缝宽的特点,适用于薄板焊接;正确的焊接方法具有熔深、焊缝窄的特点,适用于中重型板材焊接。
行走角度小时,具有熔化深度大、熔池保护效果好的特点;当行走角度较大时,具有穿透力小、对熔池保护效果差的特点,当行走角度为10° ~ 15°时,对熔池的保护效果较好。
1.《二保焊 二保焊的左焊法和右焊法有什么区别。。》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《二保焊 二保焊的左焊法和右焊法有什么区别。。》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/fangchan/1764805.html