胶水找平工艺介绍
典型的胶水找平过程包括滴胶、高速旋转和干燥(溶剂挥发)。
滴胶步骤中,将光刻胶滴到基板表面,通过高速旋转将光刻胶铺展在基板上形成薄层,通过干燥去除胶层中多余的溶剂。常用的两种滴胶方法是静态滴胶和动态滴胶。
静态滴胶是指简单地将光刻胶滴到静态基板表面的中心,滴胶量为1-10毫升。滴胶量应根据光刻胶的粘度和基板的尺寸来确定。在粘度比较高或者基材比较大的情况下,往往需要滴更多的胶,以保证整个基材在高速旋转阶段涂上胶。
动态滴胶法是在基材低速旋转时(通常在500转/分左右)滴胶。“动态”的作用是使光刻胶容易在基片上铺开,减少光刻胶的浪费。使用动态滴胶可以在没有大量光刻胶的情况下润湿(铺展和覆盖)整个基材表面。特别是在光刻胶或基板本身润湿性不好的情况下,动态滴胶特别适合没有针孔的情况。掉胶后,下一步是高速旋转。为了将光致抗蚀剂层减薄到最终所需的膜厚,该阶段的转速通常为1500-6000转/分,转速的选择也取决于光致抗蚀剂的性质(包括粘度、溶剂挥发速度、固体含量和表面张力等)。)和衬底的尺寸。快速旋转时间可以从10秒到几分钟不等。涂胶的速度和时间往往决定了最终薄膜的厚度。
一般来说,胶水流平速度快,时间长,膜厚就薄。影响胶水流平过程的可变因素很多,有互相抵消的趋势,也有平衡的趋势。因此,最好给胶水流平过程足够的时间,以平衡诸多影响因素。重复性是胶水流平过程中最重要的因素。细微的工艺参数变化会带来薄膜特性的巨大差异,下面对一些可变因素进行分析:
旋转速度:施胶速度是施胶过程中最重要的因素。衬底的旋转速度(rpm)不仅影响作用在光刻胶上的离心力,
问题2:四周呈现放射状条纹可能原因:胶液喷射速度过高设备排气速度过高胶涂覆前静止时间过长匀胶机转速或加速度设置过高片子表片留有小颗粒胶中有颗粒问题3:中心出现漩涡图案可能原因:设备排气速度过高喷胶时胶液偏离衬底中心旋图时间过长加速度过高问题4:中心出现圆晕可能原因:不合适的托盘,喷嘴偏离衬底中心问题5:胶液未涂满衬底 可能原因: 给胶量不足 不合适的匀胶加速度问题6:出现针孔现象可能原因:空气中粉尘光刻胶内存在颗粒或气泡衬底上存在颗粒1.《匀胶机 匀胶机旋涂仪工作原理》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《匀胶机 匀胶机旋涂仪工作原理》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guoji/1190764.html

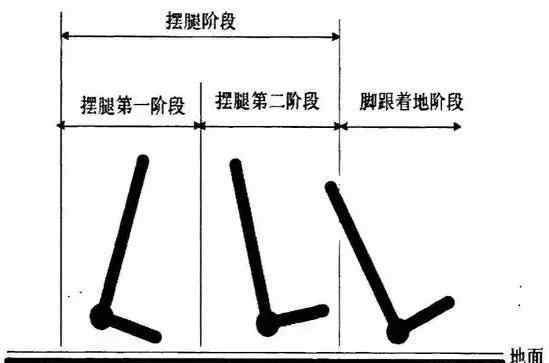
 ▲手机计算行走步数
▲手机计算行走步数 




 实际上,计步功能只是加速度传感器应用的一部分。加速度传感器在车辆安全和桥梁健康方面也发挥着非常重要的作用。
实际上,计步功能只是加速度传感器应用的一部分。加速度传感器在车辆安全和桥梁健康方面也发挥着非常重要的作用。