污水处理计量泵的加药系统在长期运行中不可避免地会出现一些故障。如何正确判断和分析故障,确定故障原因,是设备用户和维护人员日常工作的一部分。
1.与系统配置相关的常见故障
1.1流量不足
失败原因
解决方案
计量泵流量大,入口管道直径过小,导致泵吸力不足
1.扩大入口管道的直径,以确保泵的完全吸入
2.增加入口压力,确保泵完全吸入
入口管道有泄漏
修理入口管道
计量泵入口管道过长,导致泵吸入不足
1.扩大入口管道的直径,以确保泵的完全吸入
2.改变泵的安装位置,缩短进口管道的长度
3.在计量泵入口附近增加一个提升管,以改善吸入条件
安装计量泵是为了提升,进水管底部没有底阀
在进气管底部增加底阀
计量泵出口安全阀内部泄漏,导致出口流量不足
修理或更换安全阀
1.2流量过大/(行程调整,流量变化不明显)
失败原因
解决方案
计量泵出口压力低于入口压力,出现虹吸现象
计量泵出口管道上安装有背压阀,以保证计量泵出口和入口之间的压差
1.3管道振动
失败原因
解决方案
1.入口管道的直径太小,无法保证吸入,从而导致振动
2.出口无缓冲或缓冲容积太小,出口管径太小
1.扩大入口管道的直径。请参考计量泵快速安装和维护指南
2.增加缓冲;更换保险杠或调整保险杠的充气压力
3.扩大出口管道的直径
1.4附图
与系统安装相关的安排
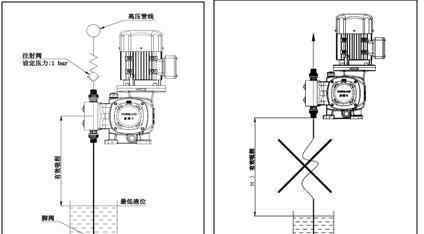
注意:对于吊装安装,必须注意吊装高度、有效抽吸距离和材料密度之间的关系
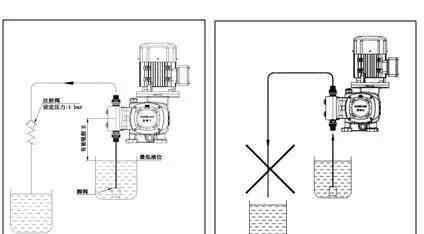
注:对于出口压力低于入口压力的系统,必须安装出口背压阀或喷射阀
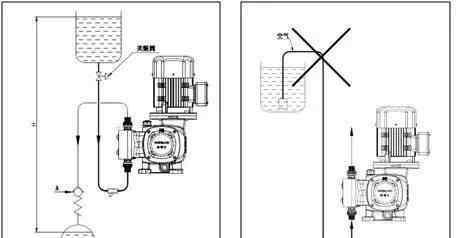
注:管道布置必须避免局部标高造成的“鹅颈管”,尤其是入口管道
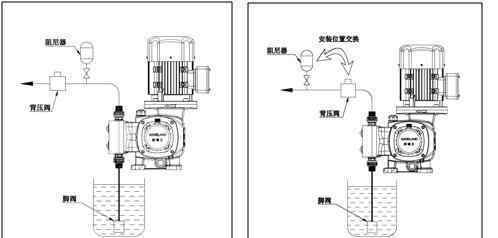
注意:附件的安装位置必须正确
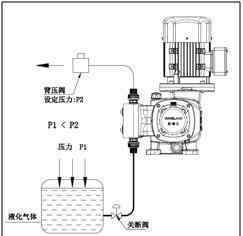
注:对于入口增压系统,出口压力必须大于入口压力
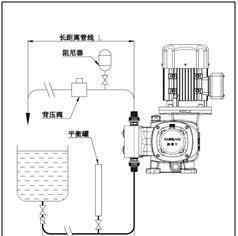
注:缓冲罐和平衡罐应安装在长输管道系统中
2.与过程介质相关的常见故障
2.1流量不足
失败原因
解决方案
介质粘度过大,流动性差,导致泵送不足
1.选择适用的类似阀门或泵类型
2.稀释介质,降低粘度,增加流量,保证加药浓度
3.提高介质温度,降低粘度
4.加大进口管径,减小阻力,保证泵充分吸入
介质接近汽化点,导致介质的气液两相混合
1.增加入口压力以确保介质完全是液体
2.降低介质温度,保持介质为液态
介质中含有颗粒,会磨损止回阀阀座并导致内部泄漏
1.更换阀座
2.当满足耐腐蚀性时,更换阀座材料,提高阀座的耐磨性
3.提高过滤网目数,增加过滤效果
4.采用特殊单向阀结构和材料
单向阀表面的钝化层被破坏,导致阀球和阀座不断被破坏
根据具体介质特性,采用针对性的耐腐蚀材料,替代进出口单向阀
3电气控制相关的常见故障
3.1泵电机不运行
失败原因
解决方案
电源问题
1.确认电源模式是否正确。220/380伏电机是双电压电机,必须是三相电源。
2.电机电源是否异相。用电压表确认。
3.是否触发过载保护。需要复位或复位。
4.电源线是否内部开路。用万用表检查。
5.电机内部是否有开路。用万用表检查。
6.确认电机三相绕组的电阻是否一致。
3.2泵电机不工作
失败原因
解决方案
变频器过流报警
1.确认变频器功率是否与电机功率匹配。通常变频器的功率放大一档。
2.确认变频器启动时间设置是否过长。缩短启动时间设置。
3.变频器内部过载保护设置是否与电机功率匹配。
4.确认电机电源配置是否正确。专用变频电机不需要功率放大,而普通电机至少需要放大一档功率。
5.确认电机三相绕组的电阻是否一致。用万用表检查。
6.检查变频器内部的负载类型,选择泵负载。
3.3泵电机不工作
失败原因
解决方案
马达烧坏了
1.确认电机连接方式Y/△是否正确。
2.确认电源是否异相。
3.计量泵出口是否超压,导致设备过载。4.确认泵内是否有堵塞。松开计量泵的进、出口管,将冲程调整到0%,用手转动电机叶片。逐渐增加冲程,再次转动电机叶片进行检查。
5.普通电机用于变频调速,运行频率过低,电机无散热,导致烧坏。需要设置低频限制。
4与设备运行相关的常见故障
4.1电机过热
失败原因
解决方案
1.电源模式不正确。220/380V电机是双电压电机,必须是三相电源。单相220V电源不能接三相电机。
2.电机接线错误。
3.普通电机用于变频调速,运行频率太低,电机无散热。
4.泵传动箱中没有油。没有润滑和散热。
1.更换电源。
2.确认电机连接方式Y/△与实际电压的对应关系。
3.需要在变频器中设置最低频率限制,以保证通风率。
4.首先清洁传动箱,确保没有过度磨损,然后添加润滑油。
4.2机械隔膜泵检测孔泄漏
失败原因
解决方案
1.隔膜损坏。启动泵的操作顺序不正确。先启动泵,再打开管道阀门,导致隔膜密封损坏。
2.入口管道中的过滤器堵塞严重,导致入口隔膜破裂。
1.更换隔膜。
2.纠正启动泵的顺序。先打开进水管阀门,再打开出水管阀门。
3.确保入口和出口管道中的阀门没有故障。
4.检查入口管道中的过滤器,必要时进行清洁。
5.启动计量泵。
4.3液压隔膜泵出口无压力、无流量,内置放气阀反复动作。
失败原因
解决方案
1.出口管道阀门未打开。启动泵的操作顺序不正确。先启动泵,然后及时打开管道阀门。
2.入口管道阀门未打开。启动泵的操作顺序不正确。先启动泵,然后及时打开管道阀门。
3.入口管道过滤器堵塞,未及时清洗。
1.立即停止泵。
2.确认入口管道和出口管道阀门的开关状态。
3.确保入口和出口管道中的阀门没有故障。
4.检查入口管道中的过滤器,必要时进行清洁。
5.启动计量泵前,打开管道中的所有阀门。
4.4流量不足/无流量
失败原因
解决方案
管道或过滤器堵塞,未及时清理。
检查进气管和过滤器,必要时进行清洁。
5与设备相关的常见故障
5.1电机不转动/电机烧毁
失败原因
解决方案
1.马达转动不正确,导致泵的内部零件被卡住。
2.泵的内部驱动部件卡住,导致电机过载
3.泵的液压端内部压力过高,导致马达过载
4.环境温度过低,泵内润滑油粘度过高,导致电机过载
1.改变电机接线并调整电机转向
2.检查泵传动箱的内部,并更换故障零件
3.断开计量泵的入口和出口管道,排出泵的内部压力
4.更换润滑油品牌。详情请咨询润滑剂制造商
5.2电机加热
失败原因
解决方案
1.润滑油加注量过低,导致运动部件缺乏润滑,部件过热
2.错误的润滑油品牌
3.联轴器和电机适配器之间产生摩擦
4.扫膛发生在电机的转子和定子之间
1.将润滑油添加到规定的油位,以确保润滑效果
2.更换正确品牌的润滑油
3.调整联轴器的安装位置,以避免摩擦
4.修理电机
5.3计量泵内部噪音
失败原因
解决方案
1.进出口止回阀内部有撞击声
2.内部减压阀工作
3.内压润滑系统释放阀工作
4.蜗轮/蜗杆在吸入和排出冲程转换之间有影响
5.冲击发生在吸入和排出冲程转换之间,导致联轴器之间的冲击
6.碟形弹性垫圈失效
1.阀球和阀座之间会产生正常的撞击声。止回阀越大,声音越大
2.检查出口压力是否异常,导致释放阀工作
检查入口管道是否堵塞,释放阀是否工作
检查计量泵进出口压差是否不足,导致释放阀工作
3.确认润滑油品牌是否正确
正常压力释放的声音
4.检查缓冲器是否安装在出口管道上,缓冲器的充气压力是否正确
5.检查电机转动是否正确
检查缓冲器是否安装在出口管道上,缓冲器的充气压力是否正确
6.更换圆盘形弹性垫圈
5.4流量不足
失败原因
解决方案
1.异物进入进出口单向阀,导致单向阀关闭不严
2.进出口止回阀磨损
3.液压油腔包含空气
4.内置供油阀关闭不紧密
5.内置排气阀不能正常排气
6.柱塞密封件磨损
7.液压油品牌错误
8.冲程速度与模型不一致
9.两个隔膜之间的排气是无止境的
10.双隔膜间排气阀内部泄漏
1.拆下进出口处的单向阀,并清洗或更换
2.更换止回阀总成或球阀和阀座
3.排出液压油腔。可以加油排气,也可以通过压力抑制释放废气
4.更换内置供油阀
5.更换或清洁内置排气阀
6.更换柱塞密封件
7.更换正确品牌的液压油
8.如果冲程速度不一致,更换蜗轮/蜗杆组件
9.排气双隔膜总成,可抽真空空
10更换双隔膜总成排气阀
5.5计量泵出口不能建立压力
失败原因
解决方案
1.异物进入进出口单向阀,阀球无法复位
2.液压油腔未充满液压油,或填充油位过低,排气不足
3.内置供油阀损坏
4.隔膜和驱动器之间的连接脱落
5.柱塞密封或填料失效
6.双隔膜腔没有排气
7.双隔膜总成排气阀故障
1.拆下入口和出口止回阀,清洗或更换
2.用液压油填充液压油腔,排出空气体
3.更换内置供油阀
4.重新连接隔膜并驱动
5.更换柱塞密封件或填料
6.排空双隔膜腔
7.更换双隔膜总成排气阀
5.6油箱油位上升,变成乳白色
失败原因
解决方案
1.隔膜表面有异物,裂口被异物刺穿
2.隔膜在边缘压痕折叠处破裂
3.隔膜在泵头的出口处破裂
4.隔膜在泵头的进口处破裂
1.清洗管道过滤器和溢流端零件,更换隔膜和液压油
2.调节泵头的压缩扭矩。清洗溢流端零件,更换隔膜和液压油
3.检查供油是否过量。清洗溢流端零件,更换隔膜、补油阀和液压油
4.检查计量泵入口情况,确认吸入是否不足。改善吸入条件,清洗溢流端零件,更换隔膜和液压油
5.7机械隔膜泵检测孔泄漏
失败原因
解决方案
1.隔膜表面有异物,裂口被异物刺穿
2.隔膜在边缘压痕折叠处破裂
3.隔膜在泵头出口附近破裂,隔膜变形或出现类似的裂缝
4.隔膜在泵头的进口处破裂
5.隔膜表面没有损坏。隔膜组件未被压缩,或者高渗透性介质从组件内部泄漏
1.清洗和清洁过流端的管道过滤器和部件,更换隔膜总成或隔膜
2.调节泵头的压缩扭矩。清洗溢流端的零件,更换隔膜总成或隔膜
3.泵瞬间失去压力,导致变形或破裂。更换隔膜组件或隔膜
4.检查计量泵入口情况,确认吸入是否不足。改善吸入条件,清洗溢流端零件,更换隔膜总成或隔膜
5.更换隔膜总成。对于高渗透性介质,改变接触材料以提高隔膜组件的压缩力
5.8初始启动压力和流量正常,但运行一段时间后,流量逐渐减小,最终没有流量和压力
失败原因
解决方案
1.液压油品牌不对,粘度过高,无法正常补充。
2.供油阀无法保持正常供油。补油量少
3.膜片变形,无法推动补油阀正常补油。
4.供油阀的工厂调整不正确会导致供油不足
5.补油阀型号错误,与泵的运行参数不匹配
1.更换正确品牌的液压油
2.更换补油阀,确保正常补油
3.更换新隔膜
4.更换新的供油阀
5.更换新的供油阀
5.9油箱油位上升,变成乳白色。拆卸发现隔膜被压向油侧,出现裂纹或破口
失败原因
解决方案
1.输送介质容易汽化,入口压力高。特别是当泵停止时,隔膜被压在一侧
2.在新系统的调试阶段,管道中的杂质进入止回阀和出口单向阀,导致密封不严,系统压力返回泵头
1.更换隔膜。并改进操作程序,停泵后,将泵与入口压力源隔离。尝试释放泵头中的压力或保持计量泵处于排放状态
2.更换隔膜。清洁并检查管道系统
转自:顾腾环保网
微信号:污水处理节能网络声明
这个微信是为了传递更多的信息,并不代表赞同其观点或确认其内容的真实性。感谢原作者和出版媒体的辛勤工作。版权归原作者所有。如果部分文章和图片大量转载,无法确认原作者和出处,只需注明转载出处。如果原版权所有者不同意转载,请拨打0531-66957558联系我们,删除所有涉及版权或其他问题的图片或内容。谢谢你。
1.《加药计量泵 经验!最全的污水加药计量泵故障总结及解决方案!》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《加药计量泵 经验!最全的污水加药计量泵故障总结及解决方案!》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guoji/1578942.html



