螺纹,天天打交道,
时间一长,
国内的国外的,
公制的英制的,
直的锥的,密封的非密封的,
内的外的,55°的60°的。
总之常常被搞乱,
用一次从头到尾查一次。
金妹子一文让你读懂!
螺纹的种类
按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹;
按螺纹旋向可分为左旋和右旋;
按螺旋线条数可分为单线和多线;
按螺纹母体形状分为圆柱和圆锥等。

按用途,有三个主要大类:
第一,连接螺纹,用于紧固,即是螺栓螺母;
第二,传动螺纹,就是车床走刀那种;
第三,管螺纹,管道连接用。
详细图文 教你辨别
不同螺纹样式、标准一文区分
国际公制标准螺纹(International Metric Thread System):
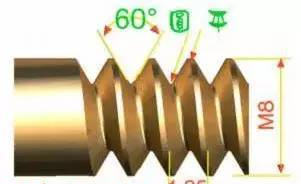
我国国家标准 CNS 采用之螺纹。牙顶为平面,易于车削,牙底则为圆弧形,以增加螺纹强度。螺纹角为60度,规格以M表示。公制螺纹可分粗牙及细牙两种。表示如 M8x1.25。(M:代号、8:公 称直径、1.25:螺距)。
美国标准螺纹(American Standard Thread):
螺纹顶部与根部皆为平面,强度较佳。螺纹角亦为 60 度,规格以 每英寸有几牙表示。此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。表示法如 1/2-10NC。(1/2:外径;10:每寸牙数;NC代号)。
统一标准螺纹(Unified Thread):
由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。 螺纹角亦为 60 度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。表示法如 1/2-10UNC。(1/2:外径;10:每寸牙数;UNC 代号)。
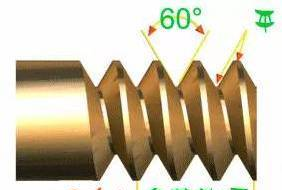
V 形螺纹(Sharp V Thread):

顶部与根部均成尖状,强度较弱,亦坏不常使用。螺纹角为 60 度。
惠式螺纹(Whitworth Thread):

英国国家标准采用之螺纹。螺纹角为 55 度,表示符号为“W”。适用于滚压法制造。表示法如 W1/2-10。(1/2:外径;10:每寸牙数;W 代号)。
圆螺纹(Knuckle Thread):

为德国 DIN 所定之标准螺纹。适用于灯泡、橡皮管之连接。表示符号为“Rd”。
管用螺纹(Pipe Thread):

为防止泄漏用的螺纹,经常用于气体或液体之管件连结。螺纹角为 55 度,可分为直管螺纹代号为”P.S.、N.P.S.”和斜管螺纹代号为“N.P.T.”,其锥度为 1:16,即每尺 3/4 寸。
也有行业人士说:NPT是美国标准60椎管螺纹,北美地区的标准,PT是55度圆锥管螺纹,属于惠氏螺纹,用于欧洲及英国联邦。
方螺纹(Square Thread):

传动效率大,仅次于滚珠螺纹,而磨损后无法用螺帽调整,为其缺点。一般用于虎钳之螺杆及起重机之螺纹。
梯形螺纹(Trapezoidal Thread):

又称爱克姆螺纹。传动效率较方螺纹稍小,但磨损后可用螺帽调 整。公制之螺纹角为 30 度、英制之螺纹角为 29 度。一般用于车床 之导螺杆。表示符号为“Tr”。
锯齿形螺纹(Buttress Thread):

又称斜方螺纹,只适于单方向传动。如螺旋千斤顶、加压机等。 表示符号为”Bu”。
英制螺纹:

英制螺纹之大小,通常以螺纹上每寸长度有若干螺纹数表示,简称为“每寸牙数”,恰等于螺距之倒数。例如每寸 8 牙之螺纹,其螺距为 1/8 寸。
不同国家的标准
1. 英寸制统一螺纹
在英寸制国家广泛采用,该类螺纹分三个系列:粗牙系列UNC,细牙系列UNF,特细牙系列UNFF,外加一个定螺距系列UN。
标注方法:螺纹直径—每英寸牙数系列代号—精度等级
示例:粗牙系列 3/8—16UNC—2A
细牙系列 3/8—24UNF—2A
特细牙系列 3/8—32UNFF—2A
定螺距系列 3/8—20UN—2A
第一位数字3/8表示螺纹外径,单位为英寸,转换为米制单位mm要乘以25.4,即3/8×25.4=9.525mm;第二、三位数字16、24、32、20为每英寸牙数(在25.4mm长度上的牙数);第三位以后的文字代号UNC、UNF、UNFF、UN为系列代号,最后两位2A为精度等级。
2. 55°圆柱管螺纹的转化
55°圆柱管螺纹,来源于英寸制系列,但米制和英寸制国家均广泛采用,用于输送液体经、气体和安装电线的管接头与管子的联接,然而,各国的代号不同,应按下表(对照表)中的国外代号转化为我国代号,现将各国的55°圆柱管螺纹代号列于下表:

3. 55°圆锥管螺纹的转化
55°圆锥管螺纹,是指螺纹的牙型角为55°、螺纹具有1:16的锥度。该系列螺纹在世界上应用广泛,它的代号,各国规定不同,见下表。按下表中的国外代号转化为我国代号:

4. 60°圆锥管螺纹的转化
60°圆锥管螺纹是指牙型角为60°、螺纹锥度为1:16的管螺纹,此系列螺纹在我国机床行业和美国、前苏联应用。它的代号,我国过去规定为K,后来规定为Z,现在改为NPT。螺纹代号对照表见下表:

5. 55°梯形螺纹的转化
梯形螺纹是指牙型角为30°的米制梯形螺纹。该系列螺纹,国内外比较统一,其代号也相当一致,螺纹代号见下表:


螺纹的要素有哪些?
螺纹包括五个要素:牙型、公称直径、线数、螺距(或导程)、旋向。
1. 牙型
在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。有三角形、梯形、锯齿形、圆弧和矩形等牙型。
螺纹的牙型比较:

2. 直径
螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1),在表示螺纹时采用的是公称直径,公称直径是代表螺纹尺寸的直径。
普通螺纹的公称直径就是大径。

外螺纹(左) 内螺纹(右)
3. 线数
沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。

单线螺纹(左) 双线螺纹(右)
4. 螺距和导程
螺距(p)是相邻两牙在中径线上对应两点间的轴向距离。
导程(ph)是同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。
单线螺纹时,导程=螺距;多线螺纹时,导程=螺距×线数。

5. 旋向
顺时针旋转时旋入的螺纹称为右旋螺纹;
逆时针旋转时旋入的螺纹称为左旋螺纹。

左旋螺纹 右旋螺纹
螺纹加工
用螺纹加工工具加工各种内、外螺纹的方法。
螺纹加工视频
1、螺纹切削
一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝套丝磨削、研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
2、螺纹车削
在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级(JB2886-81,下同);在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高。
3、螺纹铣削
在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆、蜗杆等工件上的梯形外螺纹。梳形铣刀用于铣削内、外普通螺纹和锥螺纹,由于是用多刃铣刀铣削、其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级,表面粗糙度为R5~0.63微米。这种方法适用于成批生产一般精度的螺纹工件或磨削前的粗加工。
4、螺纹磨削
主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠、螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
5、螺纹研磨
用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。
6、攻丝和套丝
攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。
套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内、外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床、钻床、攻丝机和套丝机。
7、螺纹滚压
用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法螺纹滚压一般在滚丝机搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其他螺纹联接件的外螺纹。滚压螺纹的外径一般不超过 25毫米,长度不大于100毫米,螺纹精度可达2级(GB197-63),所用坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
螺纹滚压的优点是:①表面粗糙度小于车削、铣削和磨削;②滚压后的螺纹表面因冷作硬化而能提高强度和硬度;③材料利用率高;④生产率比切削加工成倍增长,且易于实现自动化;⑤滚压模具寿命很长。但滚压螺纹要求工件材料的硬度不超过HRC40;对毛坯尺寸精度要求较高;对滚压模具的精度和硬度要求也高,制造模具比较困难;不适于滚压牙形不对称的螺纹。
按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。
搓丝 两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。
滚丝有径向滚丝、切向滚丝和滚压头滚丝3种。
①径向滚丝:2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。
②切向滚丝:又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。
③滚丝头滚丝:在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。
为什么螺纹这么多类型?
@DRY007说:我国工业60年前是苏联标准,事后参考英制,四十年前强行国标,三十年前又靠向美国标准,WTO与世界接轨后,又参照欧洲各国标准,现在很多欧洲民用机械进入我国后,很多螺距公差尺寸真是很难互换通用了。
据我知道的标准就有四个国家不一样,美,英,意,德,这四国的螺距,角度都不同,好的是现在机床螺距很齐全,都能调准达到精度。麻烦的是欧洲机械到我国后,螺纹配件就很麻烦了。
@Iaminhere说:本人接触的螺纹标准也比较多。经常遇到遇到计量检测不合格的,可能是工厂加工的车床太老旧,换新的机床价格很贵,生产出来的量规价格就比别家高,国内现在市场都是你的价格决定。
@好心情155说:本人车工,英,美,欧盟,苏,日本,蜗杆反正多线,渐开线,密封,非密封,锯齿,梯形,阿基米德线,各国基本接触过,为什么不统一标准,说到底各国都想做老大。
本文抛砖引玉,欢迎更多业内人士留言谈论,让更多的人对螺纹这个知识点有全面详细的了解。
来源:金蜘蛛紧固件网整理
1.《各种螺纹傻傻分不清楚?一文全部搞懂!(值得收藏)》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《各种螺纹傻傻分不清楚?一文全部搞懂!(值得收藏)》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/junshi/18768.html