直线度误差是最基本的几何误差之一。因此,开发一种能够测量直线度的测量仪是非常重要的。本文主要介绍三种直线度测量方法。
关键词:直;测量仪器;
直线度公差是指单一实际直线的总允许偏差。用于控制空之间的平面或直线的形状误差,其公差带根据不同情况有几种不同的形式。直线度的自动测量可以为工人提供准确的信息,确保轧制产品符合标准。
1、光电法测量光电测量基于三个直径规,可用于测量移动线、杆和管的外轮廓的直线度。
设置上图中的三个装置,三个装置同时测量待测工件的位置数据。计算直线度为0时中间装置的理论位置。与中间装置获得的位置数据相比,差值为被测工件在当前位置的线性偏差,如下图所示。
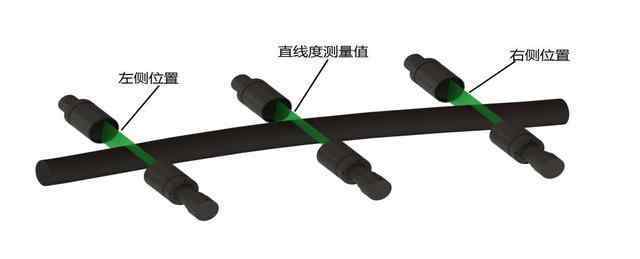
测量单元的测量频率为500-1000HZ。电子同步控制单元用于实现三个设备的同步采样,可用于连续检测。根据检测数据模拟整个线材(管)的直线度。左右两组的距离可以根据具体情况确定。
2、自准直法自准直直线度检测仪可用于检测圆管外径的直线度。平行光仪器是与准直望远镜相结合的仪器。

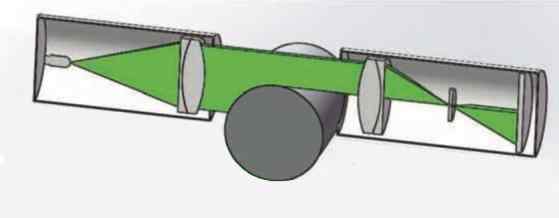
光源将位于物镜焦平面(物镜焦距= f)的标线投射到无穷远处(准直光出射)。由平面镜返回的准直光穿过物镜,并再次成像在光电传感器的检测表面上,该检测表面也位于物镜(共焦系统)的焦平面中。当反射镜偏转角度α时,返回的刻线在光电传感器上的图像会产生δ S位移。通过精确测量δ S值,可以精确计算平面

测试内孔直线度时,将平面镜伸入孔内,用膨胀套保证镜子与内孔垂直。当内孔弯曲时,反射镜会发生一定角度的偏转,内孔的直线度可以通过反射镜的偏转角度来计算。
3、PSD芯片激光测量法激光器安装在激光器底座上,激光器底座尾部有四个螺丝,用于微调激光器的照射角度。其头部与定心套连接,然后插入桶孔。位置检测单元的激光位置传感器安装在传感器座内,传感器座的头部与定心套连接,尾部与推杆连接。通过手动推动推杆,位置检测单元可以在桶的内孔中移动。

工作时,激光器向激光位置传感器发射激光束,传感器中的PSD芯片监测接收到的激光能量的中心位置。定心套筒用于确保传感器始终位于桶内孔的中心位置。当枪管在检测位置弯曲时,PSD芯片上激光能量中心的坐标值会发生变化。位置检测单元的电源线和数据线通过推杆的中心孔与控制柜连接。

直线度测量仪可用于测量各种轧制材料的外径,测量运动线材和棒材的外径和内径等。测量方法多种多样,可根据测量要求选择合适的测量方法。直线度测量仪的使用也给工人带来了极大的方便。
看了这篇文章,对直线度测量有什么想法或建议吗?虽然你在文章底部留了消息或者私信,但是有些消息并没有显示在这里,无法及时回复。边肖将尽最大努力与每个人交流和分享信息和经验。对于需要测量宽度、长度、厚度、外径的自动测量设备,可以在底部留言。
本文由保定彭岚测控技术有限公司撰写
边肖微信官方账号:彭岚_cekong
1.《直线度 干货分享:实现直线度测量的三种方法!》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《直线度 干货分享:实现直线度测量的三种方法!》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/shehui/621438.html







