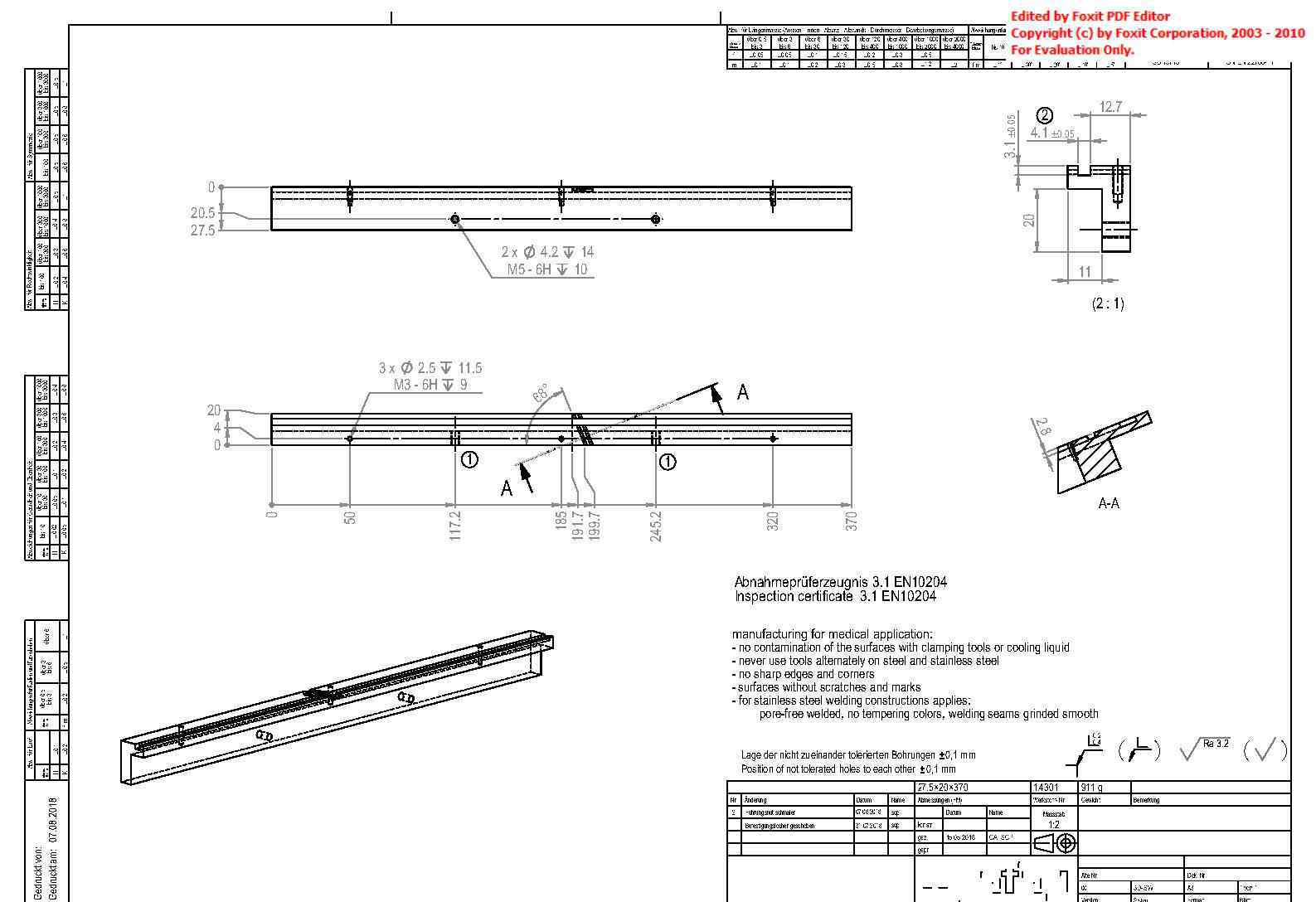
我们来看看不锈钢图纸。
不锈钢的种类很多,比如304、303,比较常见,但是为什么大多数不锈钢加工都有同样的感觉:不锈钢很难加工。事实上,原因无非如下:
1:刀具与被加工材料之间化学关系造成加工硬化和被加工材料的低热传导性,不但容易造成不寻常的磨磨损,而且会刀具崩刃和不正常的破裂。 2:低热传导性引起切销刃的塑性变形和刀具磨损较快。 3:积屑瘤容易造成徽小块粉屑留在切销刃上,并引起不良加工表面。 4:加工硬度致使刀具磨损较快,又很难排屑。现有以上加工难题,速加网建议的解决方案如下:一、刀具材料的选择
由于加工不锈钢零件时切削力大,切削温度高,可以使用硬度仅次于金刚石的高温立方氢化车刀。此外,在1200~1300℃时,它是化学惰性的,与铁族金属没有化学作用,非常适合加工不锈钢材料。
二、刀具几何参数
刀具的几何参数对其切削性能起着重要的作用。为了快速、平稳地切削,硬质合金刀具应采用较大的前角,以提高其使用寿命。这有利于强化切削刃,充分发挥陶瓷刀具抗压强度高的优势。后角直接影响刀具磨损和刀片强度。主偏转角的变化会影响径向切削力和轴向切削力的变化,以及切削宽度和厚度的变化。
第三,磨削时前刀面的粗糙度值应较小
为了避免粘屑现象,刀具的前后表面应仔细削尖,以确保较小的粗糙度值,从而减少芯片流出阻力,避免粘屑。
四、刀刃应保持锋利
刀具的切削刃应保持锋利,以减少加工硬化,进给速度和反进给速度不应太小,以防止刀具在硬化层中切削,影响刀具的使用寿命。
第五,注意断屑槽的打磨
由于不锈钢切屑具有韧性的特点,刀具前刀面的断屑槽应适当打磨,以便于切削过程中的断屑、容屑和排屑。
第六,切削油的选择要适当
由于不锈钢具有易粘接、散热性差的特点,所以在切削时选择防粘接、散热性好的切削油非常重要,如具有良好冷却、清洗、防锈、润滑功能的益达博润特种不锈钢切削油。
七、切削参数的选择
根据不锈钢材料的特点,切削应选择低速大进给速度。采用上述工艺方法,可以克服不锈钢的加工难点,大大延长不锈钢刀具的使用寿命,减少操作中的刃磨和换刀次数,在提高生产效率和切割精度、降低工人劳动强度和综合生产成本方面取得了令人满意的效果。
1.《不锈钢加工 不锈钢加工该怎么加工?难度大?》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《不锈钢加工 不锈钢加工该怎么加工?难度大?》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/jiaoyu/1029479.html