新闻
新闻ˌ消息
﹀
﹀
﹀
01
表面贴装技术
选择性波峰焊技术是表面贴装技术中的一项新技术,它的出现极大地满足了高密度、多样化的混合印制板的组装要求。选择性波峰焊因其独立设置焊点参数、对印刷电路板热影响小、焊剂喷涂少、焊接可靠性强等优点,正成为复杂印刷电路板不可或缺的焊接技术。本文通过查阅大量资料,总结了选择性波峰焊技术的优点、在表面贴装领域的应用及其设备的维护。
SMT技术是表面贴装元器件SMC/器件SMD、PCB、点胶、焊膏涂布、表面贴装技术、焊接、在线测试等一整套技术工艺的总称。随着微电子组装技术的进一步发展,许多电子元件呈现出小型化和多功能的趋势,这对传统电子封装技术提出了新的要求。
对于大多数表面贴装元件,成熟的回流焊接技术可以满足其组装要求。但对于高可靠性、高精度的通信系统、电力系统、汽车电器电子、航空空航空航天、军事装备等产品,PCB板往往是高密度的双面板,含有一定量的通孔元器件,传统的回流焊技术无法满足其组装要求。在这种情况下,人们将注意力转向选择性焊接,从而实现一些通孔插入元件或其他高精度元件的组装。目前选择性焊接广泛采用的是选择性波焊和激光焊,其次是选择性回流焊。本文将主要介绍选择性波峰焊的优点和应用。
02
选择性波峰焊技术概述
选择性波峰焊是为满足具有通孔插件的混合产品的高质量组装要求而开发的一种新的波峰焊工艺。与传统波峰焊类似,选择性波峰焊一般由助焊剂喷涂、预热和钎焊三个模块组成。根据程序设定,助焊剂喷涂模块可以选择性地将助焊剂喷涂在每个焊点上,经过预热模块预热后,焊接模块可以选择性地焊接每个焊点。选择性波峰焊的优点介绍如下:
2.1提高焊接质量
采用选择性波峰焊焊接PCB时,每个焊点的焊接参数可以通过编程独立制定,使得不同性能的元器件有自己的焊接工艺,大大满足了其组装要求。对于不同焊接要求的部件,焊接工程师可以从焊剂喷涂量、焊接峰值高度、焊接时间等方面对焊接过程进行调试,有效降低了波峰焊的缺陷率,甚至实现了焊接零缺陷。图1显示了具有不同焊接参数的两个相同焊点的焊接。可以看出焊点的外观和形状差异很大。

图1不同焊接参数下的两个焊点
同时,使用选择性波峰焊时,喷嘴只焊接需要焊接的焊点,焊接造成的热影响区域有限。只要用于在混合电路板上安装元件的引脚不要太靠近用于通过孔插入器件的引脚,焊点基本上不会重熔,从而避免了热冲击的发生。这样,就不需要制造大量复杂的工装夹具来屏蔽和保护焊接安装的器件。
2.2成本节约
对于目前的混合电路板,通孔插件的焊接只占整个电路板焊接的一小部分。在这种情况下,选择性波峰焊显示出很大的成本优势。
★设备占地面积小
与传统波峰焊相比,选择性波峰焊不需要大型锡炉和较长的预热区,因此其占地面积一般不到传统波峰焊的一半。与手工焊接相比,由于每个焊接工人需要一定面积的焊接台面来放置焊接工具和进行焊接,所以选择性波焊的占地面积也小于手工焊接。
★保存通量
通常,混合电路板中的通孔插件的焊接面积只占整个板表面的一小部分。传统的波峰焊需要在电路板上喷涂大面积的助焊剂,而选择性波峰焊只喷涂所需的焊接部位,大大减少了助焊剂的用量。据某公司统计,采用选择性波峰焊,两机两班工作,年助焊剂消耗量仅为100 kg,而普通波峰焊生产会消耗4吨以上的助焊剂。图2显示了某设备的选择性焊剂喷嘴。
由于选择性波峰焊只在待焊接的焊点上喷涂助焊剂,对其他部位没有影响,因此大大降低了PCB的离子污染率,提高了清洁度。焊剂一般含有腐蚀性离子。如果残留在PCB上,会腐蚀板面和焊点,导致开路。传统的波峰焊往往需要在焊后清洗电路板,因为需要喷涂大面积的PCB。

图2选择性焊剂喷嘴
★降低锡渣产量和氮消耗
与传统波峰焊相比,由于锡炉尺寸和喷嘴尺寸的减小,产生的锡渣量和使用的氮气量大大减少。没有氮气,波峰焊一天产生的锡渣量可能高达10-20kg。相比之下,选择性波峰焊一周产生的锡渣量只有0.5-1kg。同时,波峰焊用锡炉比较大,氮气消耗量达到15m3/h,而选择性波峰焊采用封闭式小型锡炉,单台锡炉氮气消耗量约为1.5m3/h,氮气环境下焊接较好。
★降低人工和装载工具的成本
在波峰焊生产中,一个品种需要10到20个工具,而目前人造石制作的工具价格在1000-2000元/件左右。在选择性波峰焊的生产中,一般不需要工具,降低了很多成本。
选择性波峰焊具有许多传统波峰焊无法比拟的优点,因此在电子元件组装行业得到了广泛的应用。
03
选择性波焊接技术的应用
3.1选择性波峰焊的应用领域
近年来,选择性波峰焊作为一种高质量、高精度的组装技术,正在许多领域的知名企业中得到广泛应用。
首先,选择性波峰焊广泛应用于汽车电子行业,如伟创力汽车电子(上海)有限公司、惠州西门子VDO(大陆集团)、上海联合汽车电子(德国博世合资工厂)、联创汽车电子有限公司等。
接下来是通信电子领域,如华为技术有限公司、中兴通讯、北京大唐通信、上海贝尔阿尔卡特通信、杭州百利生通信、南京爱立信熊猫通信有限公司
三是电力系统,如南京南瑞继保电气有限公司、国电(南京)自动化有限公司、南京南瑞成套公司、上海思源电气、山东GE鲁能等。
此外,科研机构使用选择性波峰焊。
3.2选择性波焊技术要点
选择性波峰焊一般由焊剂喷涂、预热和焊接组成。通过设备的程序设置,可以在待焊接的焊点上依次完成焊剂喷涂,然后由预热模块对焊点进行预热,再由焊接模块进行逐点焊接。
1)焊剂喷涂
焊剂的喷涂方式可分为单喷嘴喷涂、微孔喷涂、同步多点/图形喷涂等,可根据PCB和元器件引脚的电路布局特点进行选择。在保证喷涂位置精度的情况下,根据焊点的不同,参照传统波峰焊喷涂量,选择性焊剂的喷涂可分为以下几种情况。
单点喷涂时,焊剂量一般控制在20%以内(与元器件引脚和孔径大小有关),喷涂时间小于1s,不宜过长,否则会造成焊剂残留在PCB表面。
★连续点焊喷涂时,焊剂量一般控制在30-40%左右,喷嘴移动速度一般控制在15-30毫米/秒之间。
对于一些特殊的位置,在焊接特殊部件时,焊剂的喷涂量是不同的,在保证焊接效果的同时,焊剂的喷涂量要尽可能的减少。
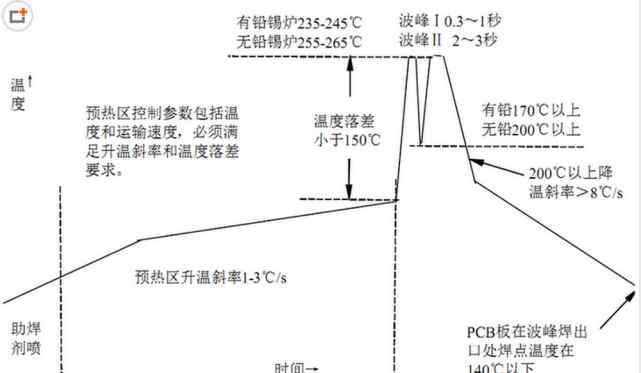
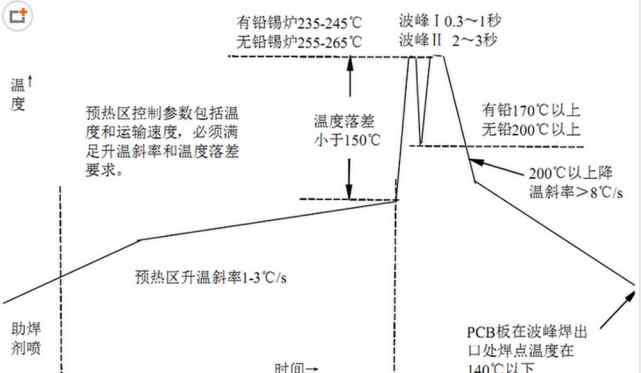
2)预热
在评价通孔插件的焊接质量时,焊盘上焊料的铺展面积和通孔的填充率是两个重要指标。PCB焊前预热在这两个方面起着很大的作用。
波峰焊接过程中,PCB的温度一般在215-255℃之间。在这个温度下,PCB处于高弹性状态,已经变形。选择性波峰焊是局部焊接,冷焊PCB直接焊接会带来一些缺陷,比如焊接质量差,板材容易变形等。因此,预热过程是选择性波峰焊不可缺少的过程。日本电子机械工业协会标准分会推荐以下预热工艺参数:预热温度80-150℃,预热时间20-120s。预热温度一般控制在135℃以内30s,顶部预热系统温度控制在110℃左右10s。
预热系统的另一个功能是激活助焊剂,预热焊盘和覆铜过孔。选择性波峰焊一般采用整体预热的方法,防止电路板受热不均匀而变形。选择性波峰焊通常使用松香助焊剂,其活化温度一般为120-150℃,超过此温度活化消失。因此,松香基助焊剂必须在焊接前活化。同时,松香是一种具有一定成膜性的高分子多环化合物。在活化过程中去除金属氧化物后,可以在金属表面形成薄膜,防止其再次氧化。
当选择顶部预热时,可以选择热风预热模式。但相比之下,红外预热效率更高,但存在以下三个问题:
对于插入式设备,父体在顶部,而引脚在底部。整个PCB可能有几个热敏元件。热风预热法在预热线路顶部PCB和热敏器件时的温度控制上比短波红外法更有效、更安全;
当短波红外线照射到插在PCB顶部的元器件矩阵时,矩阵本身会在下部产生阴影,造成不同部位的温差;
短波红外属于亮红外,也称可见红外,不同颜色的吸收率和反射率有显著差异;但是PCB本身和它排列的大量元器件必然会有很大的色差。因此,在选择红外预热模式时,要考虑PCB的实际情况和上述问题。
对于热容量大的电子元器件或厚度大的多层板,预热工艺尤为重要。对于热容量大、多层电路板,为了达到良好的焊接效果,一般需要采用底部红外预热和顶部热风预热相结合的预热方式,可以明显提高渗锡效果。
3)焊接
选择性波峰焊的主要优点是可以为PCB上的每个焊点独立设置焊接参数,以保证最佳的焊接效果。在传统的波峰焊工艺中,由于焊接范围大,印刷电路板的大部分元件都会经历相同的温度变化过程。选择性波峰焊只针对特定的焊点,只会在焊点及其相邻的最小区域产生热冲击,从而避免热冲击带来的危害。无铅波峰焊温度一般在260℃左右,对于不易镀锡的元器件,波峰焊温度可以调整到280℃。
在选择性波峰焊系统中,由于每个焊点的焊接参数可以独立设置,单个喷嘴一次只能焊接一个焊点或一排焊点,降低了焊接效率。目前,许多选择性波峰焊设备都配备有两个串联的模块。一个模块使用较小的喷嘴进行单点焊接;另一个模块使用较大的喷嘴来完成一些部件的双排针焊接,大大提高了生产效率。图3示出了单个点焊设备的双喷嘴结构。对于多喷嘴选择性波峰焊接系统,因为多个喷嘴(如图4所示)是一次性的,
浸入式焊接可以大大提高生产效率。

图3选择性波峰焊双喷嘴结构

图4多喷嘴选择性波峰焊接结构
3.3选择性波焊的关键技术
合适的喷嘴形状、尺寸和采用的工艺(如润湿和非润湿焊接喷嘴、架桥刀)可以有效减少焊接缺陷,大大提高生产效率和控制质量。
某公司单喷嘴设计有以下要求(图5为单喷嘴周边空之间的要求):
■喷嘴内径不大于6mm,一般为3mm,外径一般为4mm,可实现0 ~ 12°倾角;
■单喷嘴多由润湿材料制成,主要用于埋弧焊和拖焊工艺。能被金属锡润湿的常见金属材料有金、银、铁、镍、铂等。非金属材料包括合金和表面处理的陶瓷等。
■除润湿外,还应保证喷嘴材料的耐腐蚀性能,正常工作温度(275 ~ 300℃)下的最小使用寿命为5000小时。
某公司多喷嘴的设计要求如下:
■最小喷嘴设计尺寸为5毫米×8毫米;;
■多喷嘴多为非润湿焊接喷嘴,主要采用浸入式焊接技术。图6显示了多喷嘴外围的设计要求

不同的喷嘴结构对PCB上引脚的延伸长度和间距有不同的要求。图7和图8分别说明了采用单喷嘴和多喷嘴进行焊接时,PCB上引脚的设计要求。

图7单喷嘴焊接时的销图8多喷嘴焊接时的销
设计要求的设计要求
如果焊点与相邻部件之间的距离过小,选择性焊接过程会造成问题。对于单个点焊,要求焊接位置的相邻部件之间的距离大于喷嘴直径的1.25倍,或者喷嘴的外边缘距离最近的部件1.5毫米,如图9所示。如果喷嘴中心偏离焊点中心,相邻部件与喷嘴外缘的距离或焊点与峰缘的距离至少为1毫米。对于多次点焊,焊点孔环边缘与表面安装焊盘边缘之间的最小距离要求为1毫米,如图10所示。

图9单点焊接中相邻部件的多点同时焊接图10
要求零件尺寸时,焊接之间的尺寸要求空
为了保证焊接质量,如果印刷电路板有不可用的边缘,焊点中心到印刷电路板边缘的距离可以是3.0毫米,如果没有不可用的边缘,到印刷电路板边缘的最小距离是6毫米。选择性波峰焊对元器件的引脚和引脚与通孔的孔径比也有一定的要求。多喷嘴浸入式焊接工艺要求引脚长度不小于2.5毫米,以确保热传导。开口率对焊接质量有一定的影响。当孔径比过大时,不能形成毛细作用,焊料爬升缓慢。如果比例太小,助焊剂不能渗入通孔,不能获得良好的焊点。通常,通孔的直径等于销的直径加上0.3-0.5毫米..
在波峰焊接过程中,要注意三个高度的设置,即移动高度、焊接高度和波峰高度。移动高度是指焊点移动到焊接位置时的行走高度,一般比焊接面上最高的元器件高出5mm以上,以防止焊点在行走过程中损坏PCB。但移动高度越高,焊接时间越长。焊接高度是指焊接动作完成时焊头的高度,一般比伸出PCB引脚的待焊接元器件长度高1mm以上,以防止元器件被焊头损坏,但较高值不应大于2.5mm,否则会影响焊接质量。峰值高度是指焊点上方焊料的高度。理想情况下,由峰值高度的80%形成的焊接表面可以达到焊接喷嘴的外径。在峰高相同的情况下,喷嘴类型越小,峰越不稳定。因此,为了保证焊接质量,尽量降低峰值高度(一般控制在60%-85%)。
焊接时避免印刷电路板移动。当焊料没有完全凝固时,如果元器件的引脚或焊料晃动,焊点会失去光泽,甚至开裂。当元件有许多引脚时,如果焊盘移动,焊料可能会撕裂、浮动甚至撕裂焊盘。所以在评估设备的时候,尽量选择锡炉移动而PCB不移动的波峰焊设备。焊接速度一般控制在2.5-4.5毫米/秒之间,过快或过慢都可能造成架桥、堆锡、急拉等不良现象。
04
选择性波焊设备的维护
对于选择性波峰焊设备,一般有三个维护模块:助焊剂喷涂模块、预热模块和焊接模块。
4.1助焊剂喷涂模块的维护和保养
焊剂喷涂对每个焊点都是选择性的,正确的维护可以保证其稳定运行和精度。在喷涂过程中,通常会有少量的熔剂残留在喷嘴上,其溶剂挥发后会凝结。因此,在每次启动生产前,必须用蘸有酒精或其他有机溶液的无尘布清洁喷嘴及其周围,以去除喷嘴的焊剂残留物,避免喷嘴堵塞,从而导致连续生产中前几块板的喷涂不良。
在以下三种情况下,喷嘴需要彻底维护:设备连续运行3000小时;设备连续运行一年;关闭一周后,该设备将继续投入生产。彻底维护时,应注意清洗喷嘴内部,雾化装置应采用超声波清洗。使用超声波清洗前,清洗液加热至65℃左右,可增强去污能力。同时,彻底检查喷涂模块的管道和密封部件。
4.2预热模块的维护
启动设备使用前,检查预热模块,查看高温玻璃是否破裂,如果是,及时更换。如果没有,用软棉布蘸水或酒精擦拭表面的污染物。当其表面有顽固的助焊剂残留时,可用专用清洗液清洗其表面。
预热模块中,热电偶用于测量预热温度,起着重要的作用。热电偶一般与加热管并联安装。使用中,如果热电偶与加热管不平行,检查是否损坏,必要时更换热电偶。
4.3焊接模块的维护
焊接模块是选择性焊机中最精确、最重要的模块。它通常由上部的热风加热模块、中部的运输模块和下部的焊接模块组成。它的工作状态直接影响到PCB焊接的质量,所以它的维护也很重要。
波峰开始运行时,如果喷嘴没有被焊料完全润湿,非润湿部分会阻碍焊料流动,波峰的稳定性和焊接精度会受到很大影响。此时,喷嘴应及时脱氧,否则喷嘴会迅速氧化并报废。
波峰焊时会产生一定量的氧化物(主要是锡灰和锡渣),影响锡的流动性,是空焊接和桥接的主要原因,同时会堵塞氮气口,降低氮气的保护作用,使焊料迅速氧化。因此,焊接时应注意清除锡灰和焊渣,并检查氮气出口是否堵塞。
05
选择性波峰焊技术展望
目前,为了进一步提高焊接质量和效率,选择性波峰焊系统已经在改进和优化过程中。根据各企业的实际生产情况,其预热模块配有热风对流等多种加热单元,长波、中波、短波等多种模块加热方式,可以配合使用,提高预热效果。同时,根据焊接引脚的不同,焊接模块正在从单喷嘴焊接模式向多喷嘴焊接模式转变,可以通过同时移动多个喷嘴来提高生产效率,并且可以选择多种峰值尺寸和高度、多区域可编程柔性焊接模式来提高焊接效果,因此选择性波峰焊将具有越来越广阔的发展前景。
1.《选择性波峰焊 「干货」不容小觑!SMT新型技术—选择性波峰焊技术》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《选择性波峰焊 「干货」不容小觑!SMT新型技术—选择性波峰焊技术》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/yule/796503.html