无铅波峰焊预热的要求是从低温到高温升温。一般刚开机预热5-10分120秒。电路板的加热温度应低于180℃,无铅波峰焊机锡槽的最佳温度为250-265℃。广胜德波峰焊分享无铅波峰焊温度设定的规范和要求。
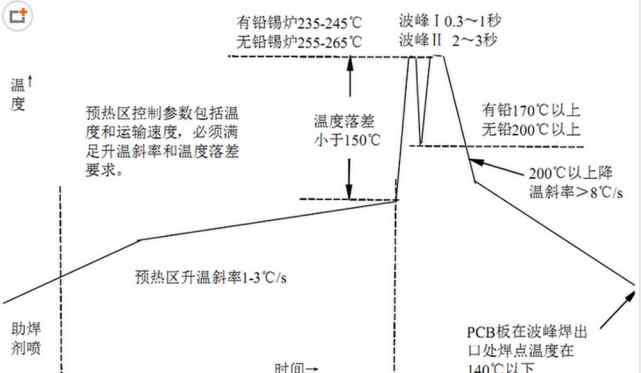
无铅波峰焊温度曲线1.无铅波峰焊温度曲线的设定原则:根据电路板、锡条、助焊剂供应商提供的相关性能数据作为参考,各温度区的温度应根据实际生产产品适当设定;第二,根据测试的波峰焊接温度设定无铅波峰焊接温度曲线。如果不合格,则需要进行相应的修改,然后进行测试,直至合格;
三、特殊要求波峰焊接事项应满足这些条件:1。标准无铅锡条2。运输速度0.8m/min-1.8m/min 3。预热温度80℃-150℃,预热时间40S-100S 4,锡炉温度250℃ -280℃,焊接时间2S-8S;5.使用无铅助焊剂和无铅稀释剂;
4.无铅波峰焊显示器上的实际温度与无铅波峰焊机的设定温度之差大于5度时为异常。此时不能使用波峰焊,必须经过波峰焊维护调整后才能使用。;
5.已设定的无铅波峰焊温度曲线的重要参数必须经工程师确认并存档后才能使用;
六、无铅波峰焊传送带角度应为3度至7度;
七、无铅波峰焊机气压设定在4-7kgf/ cm2。
1.《波峰焊温度 无铅波峰焊温度设置规范与要求》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《波峰焊温度 无铅波峰焊温度设置规范与要求》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/junshi/725220.html