自20世纪50年代第一台注塑机(注模机)问世至今已有60多年。美国、德国和日本作为注塑机的传统技术强国,在市场上仍然保持着技术地位。中国作为制造业的后起之秀,据不完全统计有60多家生产企业。中国注塑机产量占全球注塑机产量的三分之二。因此,我国注塑机配套企业发展迅速,其中铸造、螺杆、电机、伺服驱动器、机械手、料斗干燥机等行业已诞生龙头企业,并已发展成为塑料机械的全球配套供应商,其中以新怡干燥机为代表。只有注塑机的加热圈,国内没有有优势的龙头企业,形成了百家争鸣,百花齐放的竞争局面。目前,作为偏门行业的采暖圈,正因为红外节能采暖圈的出现,打破混乱的市场格局,逐渐形成行业龙头和优势企业。鉴于此,笔者以多年的加热线圈经验,对中国市场主流塑机的加热线圈进行横向对比,从发展的角度看当前市场的发展方向。目前,世界正以巴黎气候峰会为契机,中国正在建立统一的碳资产交易市场。因此,为了顺应我国建设资源节约型、环境友好型社会的发展方向,中国注塑机大力实施绿色发展战略,抓住节能环保产品成为市场热点的机遇。注塑机加热器也加快了传统技术改造升级的步伐,不断采用新技术、新产品、新工艺、新材料进行节能降耗,满足各厂商的低能耗需求。摘要:本文主要论述了目前注塑机常用加热环的结构和工作原理,比较了它们的性能和特点,并提出了个人见解,供相关人员参考。
1注塑机普通加热圈的工作原理和结构
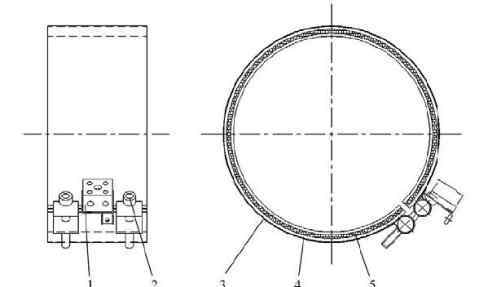
1 .1电阻加热环
目前市场上的大多数注塑机仍然使用电阻加热线圈,它是基于电流电阻的热效应产生热量,即当电流通过导体时,导体的电阻对电流有阻挡作用,电流需要做功来克服导体的电阻,将电能转化为热能,通过接触传导传递出去, 因此,在将热能传递到装料桶之前,必须使加热线圈的内壁与装料桶的外壁可靠而紧密地接触。
其内部结构未在图1中示出,主要由山端子、紧固螺钉、外壳、绝缘体、电阻丝五部分组成。
图1电阻加热环结构环
如图1所示,电阻加热线圈具有价格低、结构简单、结构简单导致的故障率低的优点。但电阻加热环的缺点也很明显,因为是接触传热,高速运转时注塑机的振动会影响普通加热环的加热效率,从而带来能耗的增加。
1.2电磁感应加热线圈
电磁感应加热线圈是基于磁场感应的涡流加热原理。50 Hz/220 V的交流电源由整流电路转换成315 V的DC电源,再由控制电路转换成频率为20-35 kHz的高频电流。当高频电流通过线圈时,会产生高速磁场。当磁场中的磁力线穿过金属时,金属体内会产生无数的小涡流,导致金属本身高速升温。注塑机料筒加热的电磁感应装置通常由保温材料、电磁线圈、防护罩和控制器组成,如图2所示。
图2电磁感应加热线圈结构图
电磁感应技术于2000年初开始应用于塑机加热环领域。经过近10年的发展,电磁感应技术逐渐成为节能加热圈的代名词,自红外节能加热圈出现以来发生了根本性的变化。
1.3红外节能加热圈
目前也有纳米红外加热线圈、远红外加热线圈、纳米加热线圈等。,其本质是红外加热线圈。典型代表企业有“熊老师”红外节能加热线圈、NEZOY纳米红外加热线圈、AIKSEN纳米红外加热线圈。红外节能加热线圈的电阻丝通电交流后,成为远红外辐射热源,具有强度高、热效率高、穿透性强、能耗低的特点。而且,红外辐射加热技术对被加热工件或环境无污染。因此,高红外辐射加热管是真正的“绿色产品”。高红外辐射加热管的工作原理是:当电流通过特殊材料制成的加热管的电热丝时,加热管会辐射出一定波长的红外线,当红外线被物体吸收时,物体就会被加热。利用这一特性加热物体的技术称为红外辐射加热技术。由于不同的材料对不同波长的红外线的吸收程度不同,为了适应不同的加热对象,可以通过改变电热丝的材料成分和缠绕方式来产生不同波长的红外辐射。目前工业上使用的红外辐射主要是波长约为0.76 ~ 1.6μ m的短波、波长约为1.6 ~ 4μm的中波和波长大于4μm的长波,短波红外辐射也叫近红外辐射,中波和长波也叫远红外辐射。由于红外辐射的热惯性很小,热效率很高,所以利用短波和中波红外辐射技术,可以对工件(这里也叫筒体)进行高密度、高能量、高强度的加热,从而提高加热质量,缩短加热时间,节约加热能量。目前市场上知名的卫川红外节能加热线圈,加热温度500-700度,远红外发射率可达90%以上。同时,伟川红外节能加热线圈的红外辐射源材料与目前注塑机使用的铬钼钢材料的物理特性相匹配,使得该品牌节能加热线圈比其他同类产品具有更好的节能效果。

图3以“熊先生”红外节能加热圈结构图为例
2各种加热线圈的性能
以上介绍了注塑机中广泛使用的加热环的结构和工作原理,并从不同角度对不同类型的加热环进行了分析和比较。
2.1节能
由于全电动注塑机趋势明显,伺服系统的使用使得电加热系统占整机能耗的30%以上。如果能合理选择不同种类的加热线圈,可以降低能耗,从而降低生产成本。电阻加热线圈通过电阻丝产生热量,电阻丝通过接触传导将热量传递给料筒,加热线圈只有内壁传递热能,而其外壁大部分热量散失到空气体中。由于热平衡,外表面温度与工作设定温度一致,在200~300℃以上有较大的热损失。但电磁感应加热圈的本体并不发热,实际使用时,充电桶外会包裹一定厚度的绝缘材料。电磁感应加热圈表面温度在60摄氏度以下,料筒内部的热量只是轻微辐射到空气体,热量损失会大大降低,热效率提高,节能效果显著。红外加热环采用优质电阻和石英管组成红外发生器,可以对工件进行高密度、高能量、高强度的加热。同时,反射结构的采用和空间级隔热材料的应用提高了红外辐射效率,减少了热量损失,节能效果明显。综合实验数据,三种加热线圈的表面温度和最高节能率如图4所示。
图4三种加热线圈的节能率比较
从图中可以看出,电磁加热线圈的表面温度和节能率都优于普通加热线圈,但为什么现在红外节能加热线圈在节能加热线圈市场上占据主导地位?然后详细分析。
2.2安全性
电阻加热线圈采用电阻丝作为加热元件,对人体健康没有不良影响。电磁感应加热线圈是高频电流通过线圈产生的高速交变磁场,当磁场强度达到一定量时,会对人体中枢神经系统造成伤害。参考网上的一个案例,作者以一台合模力为90 T的注塑机为测试样机,该注塑机配有三段电磁感应加热线圈,每段线圈的额定功率为2.25 kW。根据EN62233- 2008电磁场测量方法,采用ELT- 400电磁场分析仪进行测试,测试数据如表1所示。
从表1的测试数据分析可以看出,当每个电磁加热线圈逐个通电时,测得的磁通密度仍然很小,但是如果两个以上的加热线圈同时通电,我们发现磁通密度会显著增加,加权值W会达到1.804,但是根据欧盟EN62233标准,这个值需要小于1,因此可以认为与这个标准不一致。但目前国内对于家用和类似电器的电磁设备只有具体的规定,对于工业用设计的电磁设备没有相关的标准。电磁感应加热线圈的生产厂家只按欧盟标准测试单个加热线圈周围的电动势,实际工况下不测试多个加热线圈。电磁加热线圈的电磁辐射强度仍然很大,存在不确定的危险,特别是对于注塑机等精密机械,可能会造成极其严重的干扰。而红外加热线圈通电时,只产生热辐射,热量由红外辐射传导,不产生高频辐射。而且红外线的波长是对人体健康有益的光波,具有促进人体血液循环的作用,对人体有益无害。
2.3热惯性和温度控制精度
注塑机的温度控制精度对产品质量有很大的影响,尤其是对温度敏感的塑料,要求温度控制在3℃。
电阻加热环通过电阻丝产生热量,然后热量从料筒的外表面缓慢传导到料筒的中心。料筒的外表面温度与料筒的塑料温度误差较大。当温度达到设定值时,虽然电阻丝停止加热,但料筒表面由于其较大的热惯性,继续向料筒内部导热,导致控温精度下降,温度容易超调10℃以上。
电磁感应加热环是基于磁场感应的涡流加热原理。被加热的桶通过自身内部分子碰撞产生热量,加热迅速,桶内外温度基本一致,温控实时准确。但是如果用在产生高剪切热的系统中,温度很容易超调15℃以上,所以温敏塑料不适合。
红外加热环采用红外加热管,由于红外辐射加热方式本身具有热惯性小的特点,因此可以实现精确的温度控制,从而避免温度超调等问题。
2.4对电网的影响
电阻加热线圈和红外节能加热线圈都是直接加热线圈,不产生谐波,对电网没有不利影响。而采用电子整流器和大功率1GST的电磁感应加热线圈,会产生高次谐波,对电网造成谐波污染,使电网的电压和电流波形失真,导致功率损耗增加,设备寿命缩短,电网运行不安全。此外,还会对周围的精密仪器如温度热电偶、位移传感器、注塑机控制器等带来不利影响,造成温度波动、位置跳变、控制器失控等。
2.5成本和经济效益
笔者以一台合模力为90T的注塑机为试验机,参照市场价格*00元/KW的“熊老师”红外节能加热线圈报价进行计算。该机有四个电加热线圈,总电功率为7.38千瓦,并分别配有不同类型的加热线圈。连续工作24小时后,测量数据见表2。
表2三个加热圈的数据分析表

注:电费按1元/千瓦计算。一月30天,一年365天
上述数据表明,虽然电磁加热线圈和红外加热线圈的初始投资成本高于电阻加热线圈,且投资成本差额的回收周期约为3个月,但节能的经济效益是可观的。
2.6加热功率和使用寿命
电阻加热线圈由电阻丝加热,加热功率小,加热温度可达300℃左右。如果需要更高的温度,需要增加表面功率密度,会使电阻丝在高温下快速老化而烧坏,因此电阻加热线圈需要不定期更换,使用寿命在6个月左右。电磁感应加热线圈的特点是只在感应金属中产生高温,加热线圈体的温度很低,即使加热功率很大也不会影响加热线圈的使用寿命。然而,注射成型机的料筒具有多个加热区,每个加热区配备有加热线圈和电磁感应控制器,因此多个电磁线圈缠绕在料筒上。当流经电磁线圈的电流发生变化时,改变磁通量会使线圈产生感应电动势,这就是自感电动势,相邻两个电磁线圈之间存在互感电动势。自感电动势和互感电动势的存在直接导致控制器同步电路紊乱,电磁感应控制器经常烧坏,使用寿命一般在一年左右。红外加热环的加热功率与电阻式相同。“熊老师”红外节能加热圈由于采用了新的电热元件,使用寿命达5000小时以上。
3摘要
综上所述,注塑机领域常用的加热线圈各有利弊,而节能减排、绿色发展是当今世界的主旋律。注塑机电加热技术也迎来了巨大的发展机遇。红外节能加热线圈以其高效率、高密度将逐渐成为市场热点产品,加热线圈的产业化方向必将引领红外节能加热线圈厂商中加热线圈方向的龙头企业。
请联系“熊小姐”红外节能加热圈|注塑机节能加热圈|注塑机节能加热圈
1.《加热圈 详解注塑机加热圈及节能加热圈》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《加热圈 详解注塑机加热圈及节能加热圈》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/guoji/1590351.html

