边肖说
二氧化碳气体保护焊是目前最常用的焊接方法之一。今天就和大家分享一些信息,主要介绍CO2焊的常见缺陷和解决方法。
1.焊接过程
焊接方法可分为:水平焊接、仰焊和垂直焊接
水平焊接分为:左焊法和右焊法
左手焊接法的优点:焊缝熔深大,焊缝清晰可见,不易出现焊缝偏差
左焊法缺点:看不到熔池。
正确焊接方法的优点:可以清晰地看到熔池,便于焊缝的形成和控制。
正确焊接方法的缺点:焊缝较浅,容易偏离。
垂直焊接分为向下焊接和向上焊接
总结:横焊适合全电流焊接,仰焊和立焊只适合小电流焊接。线杆伸出接触嘴的长度为线径的10-15倍,焊接角度为45度。
2.两者的区别。熔化极气体保护焊、磁力焊接和二氧化碳焊接
熔化极气体保护焊(MIG):也称为MIG焊,它使用纯氩气作为气源,主要用于焊接有色金属,如铝、不锈钢、铜等。如果焊缝质量很高,请选择药芯焊丝。
MAG:又称富氩弧,即Ar80%+CO 220%混合气体保护焊,主要用于焊接碳钢、不锈钢等各种贱金属。这种焊接工艺可以减少飞溅,使焊缝形状美观。适用于薄板和中厚板,但焊缝熔深稍有不足。
CO 2:纯CO 2气体保护焊。与MIG和MAG焊接相比,焊接飞溅稍大,但熔深较大,适合大电流焊接。注:我们买的二氧化碳气体基本都是从酒厂充的。只需打开气体减压阀闻一闻,就能分辨出二氧化碳气体的真假。二氧化碳是一种无毒气体。
3.三种当前过渡状态
短路过渡:小电流焊接时,电弧发出稳定的“滋…滋…”声,非常连续。此时焊缝成形美观,飞溅小,适合薄板焊接。
熔滴过渡:中等电流焊接,电流范围一般在180 ~ 270 A之间,此时飞溅略大,电弧有断续声。在焊接过程中,我们把这一段称为“飞溅区”,这在焊接过程中还没有解决。
喷流过渡:也叫亚喷流过渡。这时,水花很小,电流很大,发出的声音是“si...si……”,焊缝美观。从以上几点来看,重点应该放在短路过渡和喷射过渡焊接上,但是跌落过渡焊接也可以用在要求不高的场合。
运输方式:圆形、锯齿形、往复式、月牙形等。
4.计算焊接电压的方法
如果我们要焊接一定范围的电流,电压可以由以下公式得到:
焊接电压= 14+(0.05×焊接电流)
例:焊接200A电流需要多大的焊接电压?
14+(0.05×200)=14+10 =24V
注意:一般情况下,请选择公式计算的电压和电流,如果喜欢,可以增加1 ~ 2伏电压。
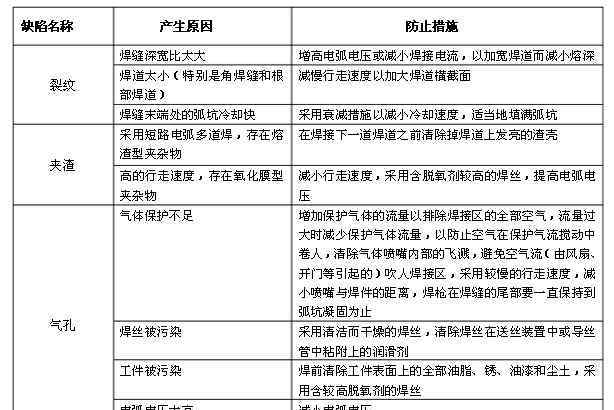
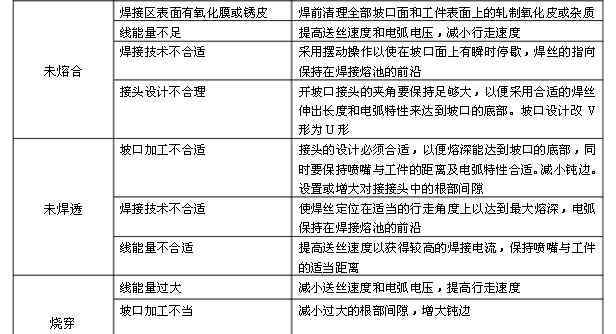
5.常见焊接缺陷及预防措施
6.焊机的日常维护
(1)定期检查焊接电缆是否损坏,及时检测并及时处理。
(2)定期检查输入电源线是否损坏,发现问题及时找电工处理。
③小心操作焊枪,严禁敲击焊枪。
(4)由电工定期对焊机内部进行除尘处理。
⑤定期检查焊机的接地情况。
7.故障处理表7。KR系列二氧化碳气体保护焊机
序列号
故障
失败原因
一个
不要送丝绸
30W/0.5ω(位置:电路板下方底座上)限流电阻开路;六芯电缆77线开路;8A保险丝;电路板(CN14)80、81、82开路;送丝电机坏了;电路板坏了。
2
高压,不可调
六芯电缆线路67开路;送丝机上的电压电位器坏了;6芯塞线67的虚拟焊接;面板机控制开关错误;电路板坏了。
三
低电压,不可调
线路67短路;电压电位器坏了;电路板坏了。
四
飞溅大,成型差
三相电源异相;整流器模块线路连接错误;整流模块上的线路连接断开,输出的正负极颠倒;导电嘴磨损严重;气体和焊丝质量差;电路板坏了。
五
电压不调整,不允许A表
霍尔传感器坏了;线路70、73、15、56和59连接不良;霍尔传感器靠近反应器,受到干扰;电路板坏了。
六
无动作按下枪开关
61号线开通;枪开关坏了;15号线开通;1A安全引信;40号线开通;热继电器坏了;电路板坏了。
七
电流焊接不大
三相电源异相;主电路连接松动;焊枪电缆快要断了,方块数不够;电路板坏了。
八
气孔
流量计坏了;47号线开通;电磁阀坏了;导电喷嘴的偏心率;焊丝、工件和气体不良;送丝软管断裂;电路板坏了。
九
1A烧伤保险
冷却风扇坏了;接触器坏了;电路板坏了。
10
烧伤8A保险
送丝电机短路;线路77对地短路;电路板上的K851坏了;送丝机构压臂压力过高;送丝软管堵塞。
11
没有自锁
机器控制开关断开,线路60断开;枪开关坏了;电路板坏了。
12
无焊接电压
接触器坏了;61良好线路断路;枪开关坏了;整流器模块线路连接错误;电路板坏了。
1.《二氧化碳气体保护焊机 二氧化碳气体保护焊的常见缺陷及解决办法》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《二氧化碳气体保护焊机 二氧化碳气体保护焊的常见缺陷及解决办法》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/fangchan/793593.html