Rcdlsq(房东):
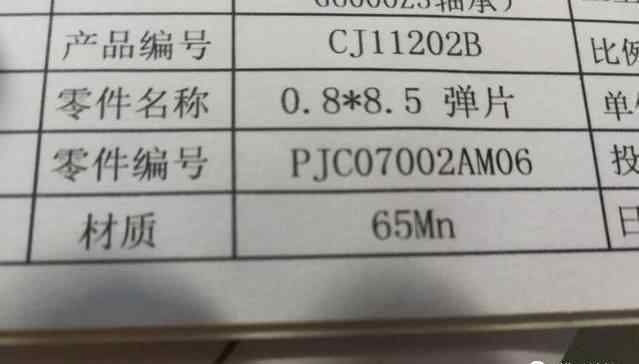
材质是65Mn 0.8厚弹片。如果您想要一个无废料的连续模具,进料方向垂直于模具,即从模具的一侧进料。切割后,模具中的进料非常重要。头上直径3.5mm的半圆很重要。如果达不到半圆,弹片的疲劳试验就会在这里开裂。你有什么好的计划和如何在模具中进料?3.5mm的直径怎么保证?非常感谢!

没有田地的农民:
这很重要。这很重要。你要给一个包容。
Rcdlsq(楼主):不好意思,做这个半圆只是为了保证测试强度,没有严格的公差要求,+/-0.15没问题,谢谢。
辽耀:
进料方向垂直于模具,即模具进料的一侧。
哪组连续模具不是从模具的侧面进给的
3.5mm的直径怎么保证?
没有包容,没有细节可谈,一般都是碾压成型。
标注方法不标准,直径符号只在超过半圆时使用,半径R_ (-1)小于半圆时使用。
右下角标有尺寸和角度,可以埋葬一大群人。
Rcdlsq(房东):
即送料器在冲床的前面,半圆公差为+/-0.15。
辽耀:
可以用抽芯,也可以用多个小圆弧慢慢滚圆。想要圆度,就不想减少工位数。如果要保证电弧,必须用内外模来形成。仅靠外模很难保证。
Rcdlsq(房东):
嗯,好吧,抽芯可以保证半圆。还有一个问题。有什么好的切断模具内送料的建议吗?
辽耀:
不知道为什么需要模内送料,模外送料不贵。低速滚筒给料机在浙江有一家工厂,售价不到3000元。
如果“一出二出”的模式能更好的保证切割精度,但弯曲部分比较麻烦,零件需要有段差。
如果是一对一模式,可以考虑半切(撕)工艺。
两种情况下,料宽是产品开发的长方向,产品宽是发货距离。
陈:
纹路方向不对吗?65mn淬火。
熊猫耳朵:
类似于汽车点烟器里的接触片。他们做的模具好像和你说的意思一样。
Rcdlsq(房东):
具体怎么做?非常感谢!
熊猫耳朵:
零件的宽度等于直接条的尺寸。中间第一个大圆弧预弯切断,圆弧中间用卡簧夹紧。当模具表面打开时,它会返回到第二个工作位置,既可以用作夹具,也可以用作浮动销!具体我说不上来。这是我去别人工厂看他们产品的时候看到的!那种材料本来是不锈钢做的,然后用不锈钢铁偷的,毛刺要求高就不行了。
前世:
唉,现在很多“设计”都很精彩。我有客户,怎么说呢?现在,每当有事情做的时候,我都不想在他们家做事,虽然他们家的事情很多。
90%的图纸不在2D文件中。最多做个PPT,画个圈,说一定要准。
SKD11的材质,58-60度,整体3D面,轮廓度等等,请用0.005一个颜色。如果你想和他们一起复习,人家根本不可能对你好。道理到最后,做过生意的同志就明白了。
guwq0724:
材料是65Mn 0.8厚弹片。如果您想要一个无废料的连续模具,进料方向垂直于模具,即模具的一侧进料。
大部分连续的模具送料器都在冲床左侧,完全符合你的要求。
切割后,在模具中进料并成型。头上直径3.5mm的半圆很重要。如果达不到半圆,弹片的疲劳试验就会在这里开裂,没有废料的冲裁就达不到这个要求。
合理安排模具工艺和结构很重要。
有什么好的方案,怎么在模具里喂奶?3.5mm的直径怎么保证?非常感谢!
为什么现在很多人想用模内投料?
是否要降低下料速度?慢点SPM就好。
当以前的进料器不流行时,采用模内进料。
工艺和结构的合理安排能满足产品的正常要求。
1.《弹簧片 请教这个弹簧片怎么做?》援引自互联网,旨在传递更多网络信息知识,仅代表作者本人观点,与本网站无关,侵删请联系页脚下方联系方式。
2.《弹簧片 请教这个弹簧片怎么做?》仅供读者参考,本网站未对该内容进行证实,对其原创性、真实性、完整性、及时性不作任何保证。
3.文章转载时请保留本站内容来源地址,https://www.lu-xu.com/tiyu/708630.html